Che cos'è una lastra di calcestruzzo a nucleo cavo e perché è importante nell'edilizia moderna
A soletta in calcestruzzo alveolare è un elemento prefabbricato in calcestruzzo precompresso caratterizzato da vuoti longitudinali, tipicamente circolari o ovali, che percorrono tutta la sua lunghezza. Questi vuoti riducono il peso complessivo della lastra fino al 40-50% rispetto a una lastra di cemento solida di dimensioni equivalenti, pur mantenendo eccellenti prestazioni strutturali in termini di resistenza alla flessione, al taglio e al fuoco. Questa combinazione rende le lastre alveolari uno dei sistemi di pavimentazione più utilizzati in edifici commerciali, blocchi residenziali multipiano, parcheggi, capannoni industriali e progetti infrastrutturali in tutto il mondo.
La conclusione fondamentale è semplice: le lastre di cemento alveolare offrono un rapporto resistenza/peso superiore, una rapida velocità di installazione e un consumo di materiale ridotto. Se prodotto in un moderno impianto di prefabbricazione, dove casseforme di precisione, magneti otturatori e i letti di colata automatizzati definiscono la qualità della produzione: queste lastre soddisfano costantemente tolleranze dimensionali strette e specifiche strutturali rigorose. Comprendere come vengono prodotti, gestiti e installati è essenziale per ingegneri, appaltatori e professionisti degli appalti che cercano soluzioni di pavimentazione convenienti e ad alte prestazioni.
Come vengono prodotte le lastre di calcestruzzo alveolare
La produzione di lastre di calcestruzzo alveolare avviene quasi esclusivamente in impianti di prefabbricazione in calcestruzzo, utilizzando uno dei due metodi dominanti: il processo di estrusione (slip-form) o il processo di wet-cast. Ciascun approccio ha implicazioni specifiche per il sistema di cassaforma, la disposizione delle armature, la finitura superficiale e il ruolo dei componenti di fissaggio magnetico.
Metodo di estrusione
Nel metodo dell'estrusione, un letto di colata lungo, tipicamente lungo da 100 a 150 m, viene pretensionato con trefoli di acciaio ad alta resistenza prima di posizionare il calcestruzzo. Una macchina di estrusione si muove lungo il letto, forzando una miscela di calcestruzzo rigida e a viscosità zero attorno ai mandrini che formano le anime cave. La macchina si muove a una velocità di circa 1-2 m al minuto, lasciando dietro di sé una lastra continua di sezione uniforme. Dopo la stagionatura sotto coperture coibentate o in ambiente riscaldato, la lastra viene segata al diamante alla lunghezza desiderata.
Poiché il letto di getto stesso funge da stampo primario, il ruolo dei componenti discreti della cassaforma è limitato, ma le forme laterali, i fermi finali e gli inserti incorporati vengono comunque posizionati utilizzando magneti otturatori per mantenere i componenti in acciaio in posizione sulla superficie del tavolo di colata magnetica senza forare o saldare. Questo metodo di fissaggio non invasivo è particolarmente apprezzato nella produzione su lunghe linee perché elimina i danni ai costosi letti in acciaio e consente un rapido riposizionamento tra i cicli di produzione.
Metodo del getto bagnato
Il processo di fusione a umido utilizza singoli stampi in acciaio o sistemi basati su pallet su cui vengono assemblati gli elementi della cassaforma. qui, magneti otturatori - noti anche come ancoraggi magnetici per casseforme o scatole magnetiche - svolgono un ruolo centrale e ben visibile. Questi dispositivi sono posizionati sulla superficie del pallet in acciaio e si attraggono tramite la forza magnetica per mantenere le persiane laterali, i blocchi, gli inserti e le gabbie di rinforzo in posizione precisa durante il getto e la vibrazione del calcestruzzo. Le forze di tenuta variano ampiamente a seconda del design del magnete, con unità comuni che forniscono 600 kg, 900 kg, 1.200 kg o anche 2.100 kg della forza di tenuta, scelta in base al peso e ai carichi di vibrazioni a cui la cassaforma dovrà resistere.
La capacità di riposizionare i magneti di otturatore in pochi secondi, semplicemente spostando la leva di attivazione per rilasciare il campo magnetico, riduce drasticamente i tempi di installazione rispetto agli ancoraggi imbullonati o saldati. In un impianto di prefabbricazione ad alta produttività che produce solai alveolari su un sistema a carosello o a pallet fissi, questa velocità si traduce direttamente in più cicli di produzione per turno e in minori costi di manodopera per unità.
Il ruolo dei magneti per casseforme nella produzione di lastre alveolari
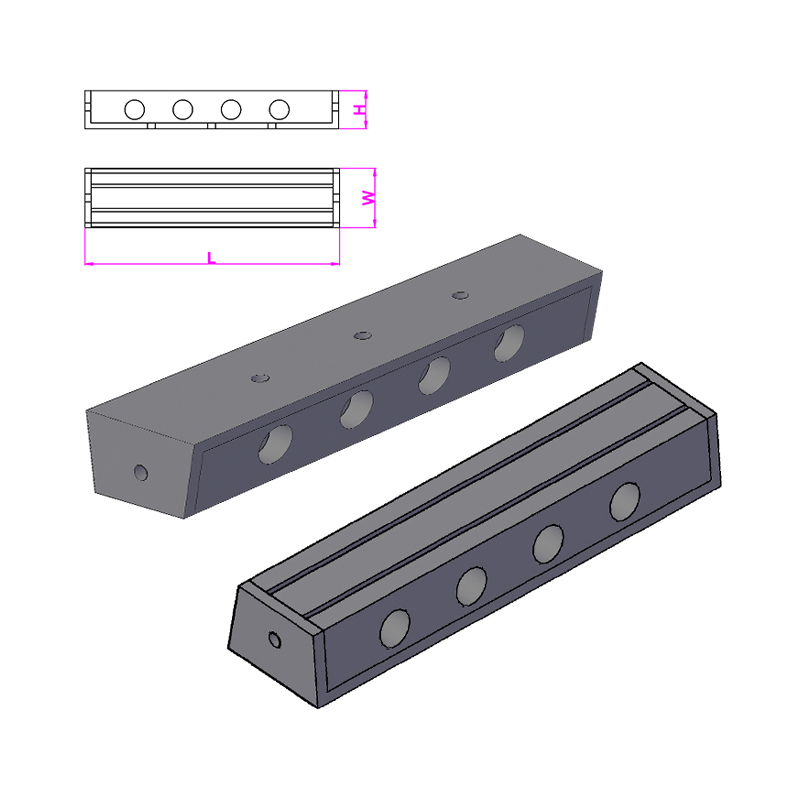
Magneti per otturazioni sono dispositivi di fissaggio progettati che utilizzano magneti permanenti al neodimio o in ferrite racchiusi in un alloggiamento in acciaio. Quando attivato, il circuito magnetico si chiude attraverso il pallet in acciaio o la superficie del tavolo, generando una potente forza di tenuta. Quando disattivato, ruotando una leva che muove un magnete di trattenimento interno, il circuito si apre e l'unità può essere sollevata manualmente. Nessun adesivo residuo, nessuna superficie danneggiata, nessun attrezzo speciale richiesto.
Nella produzione di lastre di calcestruzzo alveolare, i magneti di armatura svolgono diverse funzioni specifiche:
- Fissaggio delle forme laterali longitudinali che definiscono la larghezza della soletta e il profilo del bordo
- Mantenere le persiane terminali in posizione per stabilire la lunghezza della lastra e formare la superficie di copertura
- Fissaggio di formatori di blocco su posizioni centrali dove sono necessarie aperture per servizi, colonne o fissaggi
- Ancoraggio di inserti incorporati come anelli di sollevamento, canali di ancoraggio, manicotti filettati e staffe per condotti elettrici
- Gabbie di rinforzo stabilizzanti contro lo spostamento durante le vibrazioni del calcestruzzo ad alta frequenza
La relazione tra la selezione del magnete otturatore e la vibrazione del calcestruzzo è particolarmente importante. Il calcestruzzo vibrante esercita sulla cassaforma forze dinamiche che possono essere diverse volte il peso statico. Un magnete otturatore valutato con una forza di tenuta statica di 1.200 kg può essere appropriato per una forma che pesa solo 80 kg quando le frequenze e le ampiezze delle vibrazioni sono modeste, ma lo stesso magnete potrebbe rivelarsi insufficiente in caso di intense vibrazioni interne. Produttori rispettabili pubblicano dati di tenuta testati sulle vibrazioni insieme alle valutazioni statiche e specificare solo la forza statica è un errore comune che porta al movimento della forma durante la fusione.
Tipi di magneti e loro applicazione
| Tipo di magnete | Forza di tenuta tipica | Utilizzo primario nella produzione di lastre | Vantaggio chiave |
|---|---|---|---|
| Scatola magnetica standard | 600–1.200 kg | Forme laterali, finecorsa | Conveniente, ampiamente disponibile |
| Magnete per scatola per carichi pesanti | 1.500–2.100 kg | Forme di bordi in acciaio pesante, grandi blocchi | Elevata resistenza alle vibrazioni |
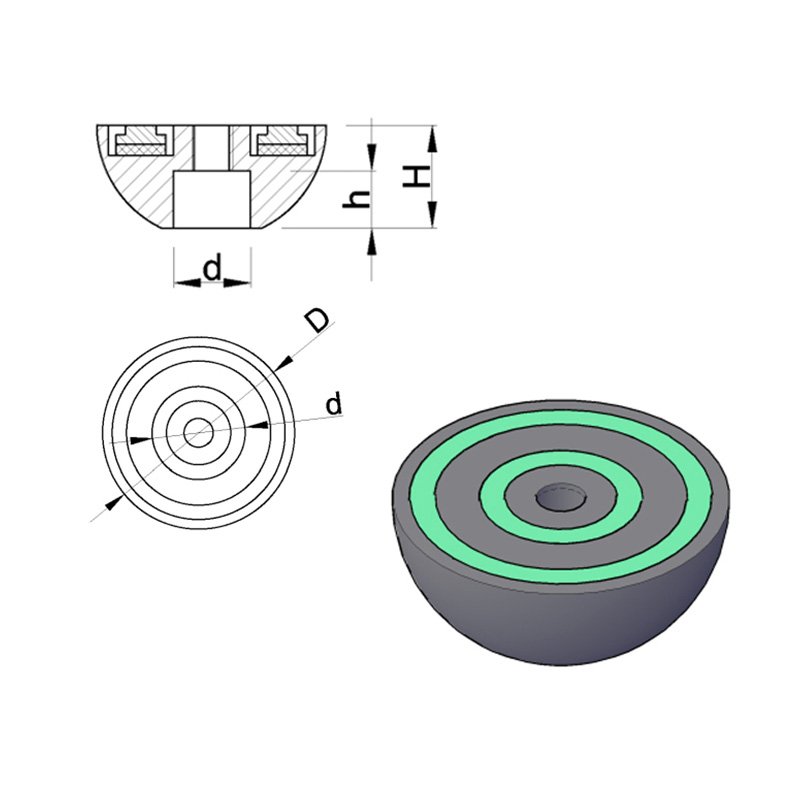
| Inserire il magnete (piatto) | 150–400 chilogrammi | Canali di ancoraggio, prese di sollevamento | Basso profilo, si adatta sotto gli inserti |
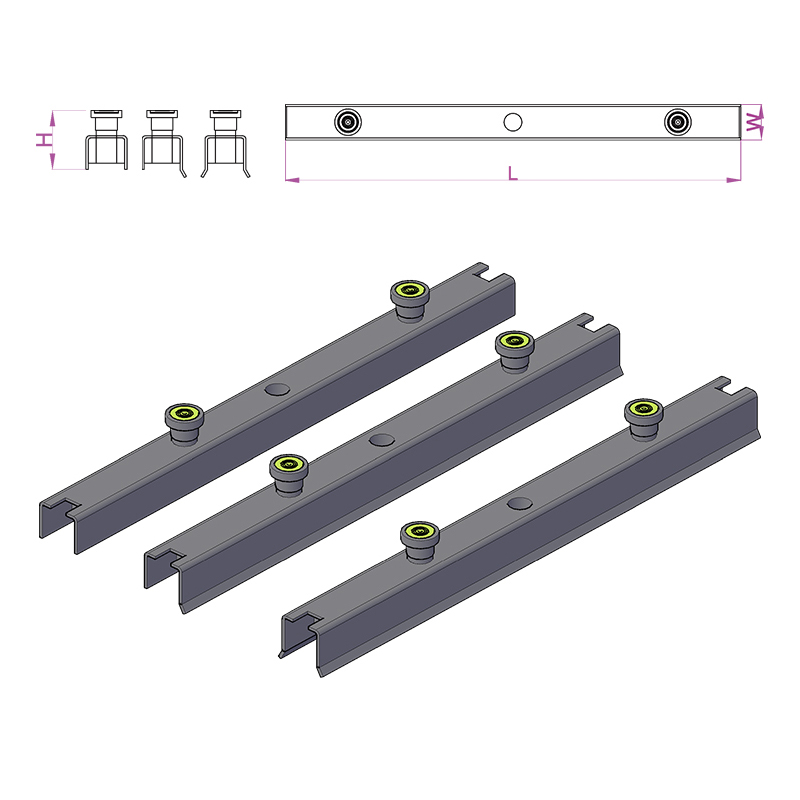
| Porta smusso magnetico | N/A (posizionale) | Strisce di smusso del bordo sull'intradosso della soletta | Dettagli sui bordi coerenti |
| Angolo angolare magnetico | Variabile | Giunzioni a 90°, angoli di bloccaggio | Elimina le perdite di malta dagli angoli |
Prestazioni strutturali delle lastre in calcestruzzo alveolare
Il comportamento strutturale di una soletta in calcestruzzo alveolare è regolato dal livello di precompressione, dalla qualità del calcestruzzo, dalla geometria del nucleo e dal rapporto luce-profondità. Le unità alveolari standard sono prodotte in profondità che vanno da da 150 mm a 500 mm , con larghezze tipicamente di 1.200 mm. Nella pratica sono comuni campate da 6 a 18 m, con unità profonde ben progettate che raggiungono i 20 m o oltre in condizioni di carico controllate.
La precompressione viene applicata tramite trefoli di acciaio ad alta resistenza pretensionati, tipicamente con un carico di snervamento di 1.570 MPa o 1.860 MPa, ancorati alle spalle del letto di getto prima della posa del calcestruzzo. Dopo che il calcestruzzo ha raggiunto la resistenza di trasferimento richiesta (comunemente 25–30 MPa cubici), i trefoli vengono tagliati o rilasciati e la forza di precompressione viene trasferita alla sezione di calcestruzzo mediante adesione. Ciò introduce un effetto di curvatura (arco verso l'alto) che compensa parzialmente la deflessione sotto i carichi di servizio.
Prestazioni tipiche dell'intervallo di carico
| Profondità lastra (mm) | Luce 6 m (kN/m²) | Luce 9 m (kN/m²) | Luce 12 m (kN/m²) | Luce 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3,5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2,5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Queste cifre illustrano perché i solai alveolari sono specificati per campate medio-lunghe negli edifici adibiti ad uffici e nei parcheggi, dove i carichi imposti di 2,5–5,0 kN/m² sono standard e le campate di 9–14 m sono economicamente interessanti. La precompressione elimina in molti casi la necessità di travi secondarie in acciaio, riducendo la profondità strutturale della zona del solaio e risparmiando un'altezza significativa - spesso 300-500 mm per piano - nel corso della vita di un progetto a più piani.
Resistenza al fuoco
Le lastre di calcestruzzo alveolare offrono una resistenza al fuoco intrinseca attraverso la massa termica del calcestruzzo e la profondità di copertura dei trefoli di precompressione. In genere si ottiene una soletta da 200 mm con una copertura di 35 mm rispetto al baricentro del trefolo REI120 (resistenza al fuoco strutturale di due ore) in condizioni di esposizione al fuoco standard. Le unità più profonde con maggiore copertura raggiungono facilmente REI 180 o REI 240, soddisfacendo i requisiti di occupazione più esigenti senza protezione antincendio aggiuntiva. Questo è un grande vantaggio rispetto alle alternative in acciaio o legno, che richiedono rivestimenti intumescenti, sistemi di irrigazione o involucri per ottenere valutazioni equivalenti.
Sistemi di cassaforma e fissaggio magnetico nell'impianto di prefabbricazione
La qualità di una soletta in calcestruzzo alveolare è inseparabile dalla qualità del sistema di casseratura utilizzato per realizzarla. Sia che l'impianto utilizzi un sistema di pallet fissi, una giostra rotante o letti di colata a lunga fila, la precisione con cui la cassaforma viene posizionata e fissata determina l'accuratezza dimensionale, la finitura superficiale e la consistenza degli elementi finiti.
Sistemi a carosello per pallet
In un moderno carosello di pallet, i pallet in acciaio si muovono attraverso una sequenza fissa di stazioni: pulizia, impostazione dello stampo, posizionamento dell'armatura, getto di calcestruzzo, vibrazione, indurimento, sformatura e trasporto degli elementi. L'intero ciclo dura generalmente 24 ore, con più pallet in circolazione contemporaneamente. Nella stazione di preparazione degli stampi, gli operatori posizionano le forme laterali e gli inserti utilizzando magneti otturatori secondo il layout generato dal CNC o basato su disegno per ciascun elemento. Poiché la superficie del pallet è una piastra d'acciaio rettificata di precisione, i magneti raggiungono un contatto e una forza di tenuta costanti su tutta l'area.
I miglioramenti in termini di efficienza derivanti dal fissaggio magnetico delle casseforme in un sistema a carosello sono sostanziali. Gli studi dei produttori europei di prefabbricati riportano risultati coerenti Riduzione del 30–50% del tempo di presa dello stampo rispetto ai sistemi di ancoraggio bullonati o saldati. Su un impianto che produce 80-120 pallet al giorno, ciò si traduce in ore di lavoro risparmiate per turno e in una riduzione misurabile del costo di produzione per metro quadrato di lastra.
Letti di colata a linea lunga per nucleo cavo estruso
Nell'estrusione su linea lunga, la funzione primaria della cassaforma è soddisfatta dal letto di colata stesso: una superficie piana e liscia in acciaio o rivestita in polimero lungo la quale viaggia l'estrusore. Tuttavia, i magneti otturatore e i relativi sistemi di ancoraggio magnetico vengono utilizzati per trattenere:
- Deflettori e deviatori del trefolo che profilano la traiettoria di precompressione
- Guide laterali longitudinali che definiscono la larghezza della lastra prima dell'inizio dell'estrusore
- Formatori di blocco del nucleo che creano aperture per penetrazioni di servizi in posizioni specifiche
- Barre o rete d'armatura aggiunte alla superficie di calcestruzzo bagnata per collegamenti di copertura compositi
La natura non invasiva del fissaggio magnetico è particolarmente apprezzata sui letti long-line, dove la superficie deve rimanere intatta durante migliaia di cicli di produzione. Eventuali rigature o cavità superficiali causate da perforazione o saldatura diventano fonte di perdite e adesioni di malta, aumentando la forza di sformatura e i difetti superficiali sull'intradosso della lastra finita.
Selezione del magnete per otturatore giusto
La scelta del magnete di otturatore corretto per una specifica applicazione di produzione di lastre alveolari richiede la considerazione di diversi fattori oltre alla semplice corrispondenza della forza di tenuta con il peso del modulo:
- Spessore del pallet o del tavolo: I magneti sono progettati per funzionare con spessori di acciaio specifici (tipicamente 10–25 mm). Troppo sottile e il circuito magnetico è incompleto; troppo spesso e la forza di tenuta diminuisce sostanzialmente.
- Metodo di vibrazione del calcestruzzo: I vibratori da tavolo esterni generano forze dinamiche più elevate rispetto ai vibratori ad ago interni. I magneti nei sistemi a vibrazione esterna necessitano di forze di tenuta nominali più elevate, spesso da 1,5 a 2 volte il requisito calcolato staticamente.
- Pressione dell'acqua dolce e prevalenza del calcestruzzo: Negli elementi alti o dove il calcestruzzo viene posato rapidamente, la pressione idraulica contro le forme può superare i semplici calcoli del peso. Il magnete deve resistere sia alla forza di sollevamento verticale che alla pressione laterale.
- Materiale e geometria della forma: Le forme in acciaio trasferiscono direttamente la forza magnetica; le forme in alluminio o plastica richiedono piastre di base in acciaio che fungano da intermediari tra il magnete e il materiale della forma non ferromagnetica.
- Ambiente operativo: Gli impianti con carroponti, motori elettrici o altre fonti elettromagnetiche possono richiedere magneti con alloggiamenti schermati per impedire disattivazioni o interferenze involontarie.
I principali produttori, tra cui Ratec, Halfen, Sommer e altri, offrono supporto tecnico per la selezione dei magneti e pubblicano schede tecniche dettagliate con forza di tenuta statica, forza sottoposta a test di vibrazione, intervallo di temperatura operativa e durata del ciclo (tipicamente valutata per Da 500.000 a 1.000.000 di cicli di attivazione prima che i componenti interni richiedano l'ispezione).
Trasporto, movimentazione e installazione di lastre alveolari
Una volta gettate, stagionate e segate a misura, le lastre di cemento alveolare devono essere sollevate, trasportate e installate con cura. La sezione precompressa è ottimizzata per la flessione positiva nella direzione della campata; una movimentazione errata che introduce una flessione negativa o un carico trasversale può causare fessurazioni sulla faccia precompressa (intradosso): danni difficili da rilevare e che possono compromettere le prestazioni strutturali.
Requisiti di sollevamento e trasporto
Le solette alveolari devono essere sollevate utilizzando morsetti appositamente progettati o dispositivi di trave e divaricatore che applicano il carico in punti all'interno della zona di sollevamento di progetto, in genere non più di L/5 da ciascuna estremità, dove L è la lunghezza della lastra. Per solai di lunghezza superiore a 10 m, un sollevamento a tre o quattro punti utilizzando una trave distanziatrice è una pratica standard per controllare i momenti flettenti.
In cantiere, le lastre vengono installate tramite gru direttamente su travi portanti, pareti o mensole. La lunghezza del cuscinetto a ciascuna estremità deve soddisfare i requisiti minimi, in genere 75 mm su supporti in acciaio o calcestruzzo prefabbricato e 100 mm su muratura o calcestruzzo gettato in opera — per garantire un adeguato trasferimento del carico e prevenire la scheggiatura delle estremità sotto i carichi di servizio. I cuscinetti in neoprene o malta vengono utilizzati per distribuire lo stress da contatto e adattarsi alle tolleranze dimensionali.
Stuccatura dei giunti longitudinali
Le lastre alveolari adiacenti in un solaio sono collegate mediante stuccatura dei giunti longitudinali tra le unità. La malta – tipicamente una miscela di cemento Portland con un basso rapporto acqua-cemento – riempie il giunto conico o scanalato e, una volta indurito, trasferisce il taglio orizzontale tra le unità, consentendo al pavimento di fungere da diaframma. Nella progettazione sismica, questa azione del diaframma è fondamentale per distribuire le forze laterali al sistema strutturale verticale. La malta è spesso rinforzata con tiranti longitudinali posizionati nei nuclei aperti ai bordi e stuccati, fornendo un rinforzo di continuità attraverso il giunto.
La precisione della giunzione longitudinale dipende in parte dalla precisione con cui è stata mantenuta la forma del bordo durante la fusione, un altro punto in cui magneti otturatori e i relativi accessori di fissaggio magnetico influiscono direttamente sulla qualità del pavimento installato. Una forma che si è spostata anche di 3–5 mm durante la fusione può produrre una geometria del giunto difficile da sigillare completamente, lasciando vuoti che riducono il trasferimento al taglio e la resistenza all'acqua.
Copertura in calcestruzzo in situ
Molti solai alveolari sono specificati con una copertura strutturale in calcestruzzo gettato in opera, tipicamente di 50–75 mm di spessore, gettata sopra le unità prefabbricate dopo l'installazione. Questa copertura ha molteplici scopi:
- Livella la superficie del pavimento, compensando la bombatura differenziale tra lastre adiacenti
- Crea un diaframma robusto collegando tutte le unità con una soletta rinforzata continua
- Permette l'integrazione del massetto, del riscaldamento a pavimento o dei servizi all'interno della profondità del rivestimento
- Se progettato in composito, aumenta la profondità strutturale e la capacità di carico del pavimento
La superficie superiore delle lastre alveolari prodotte mediante estrusione viene lasciata intenzionalmente ruvida: il processo di estrusione lascia una struttura ondulata o striata che fornisce un legame meccanico per la copertura. Le unità di fusione a umido richiedono una preparazione della superficie (tipicamente granigliatura o scarificazione meccanica) per ottenere una forza di adesione equivalente, il che aggiunge una fase di produzione e i costi associati.
Sostenibilità ed efficienza dei materiali delle lastre in calcestruzzo alveolare
Il settore delle costruzioni si trova ad affrontare una pressione crescente per ridurre il consumo di carbonio e materiali incorporati. Le lastre in calcestruzzo alveolare si confrontano favorevolmente con sistemi di pavimentazione alternativi su diversi parametri di sostenibilità, in particolare se si considera l’intero ciclo di vita.
Volume ridotto di cemento e acciaio
Rimuovendo il calcestruzzo dalla zona centrale, dove contribuisce poco alla resistenza alla flessione, viene utilizzata la produzione di nuclei cavi 30–45% in meno di cemento per metro quadrato rispetto ad una soletta piena equivalente con la stessa campata e capacità di carico. L’uso di acciaio precompresso ad alta resistenza (1.860 MPa) invece del rinforzo convenzionale in acciaio dolce (500 MPa) significa che anche il peso totale dell’acciaio per unità di superficie è significativamente ridotto: una lastra alveolare può utilizzare solo 2-4 kg/m² di trefoli di precompressione, rispetto agli 8-15 kg/m² di barra d’armatura in una soletta rinforzata convenzionale progettata per le stesse prestazioni.
Questa riduzione del materiale riduce direttamente il carbonio incorporato nella struttura del pavimento. I dati del settore suggeriscono che una tipica lastra alveolare da 265 mm ha un carbonio incorporato di circa 100–130 kgCO₂e/m² , rispetto a 160–200 kg CO₂e/m² per una soletta piana solida in situ con capacità strutturale simile.
Produzione in fabbrica e riduzione dei rifiuti
La produzione in fabbrica in condizioni controllate riduce al minimo gli sprechi di materiale dovuti a ordini eccessivi, sversamenti e rilavorazioni. I rifiuti di calcestruzzo in un impianto di prefabbricazione ben gestito rappresentano in genere l’1–3% del volume di produzione, rispetto al 5–10% o più di un cantiere convenzionale in situ. L'uso di magneti per casseforme e casseforme in acciaio riutilizzabili riduce ulteriormente gli sprechi di casseforme; una forma di acciaio di alta qualità utilizzata con ancoraggio magnetico può essere riutilizzata per migliaia di cicli di produzione, mentre le casseforme in legno su un sito in situ vengono generalmente scartate dopo una manciata di utilizzi.
Considerazioni sulla fine del ciclo di vita
Alla fine del loro ciclo di vita, le lastre di calcestruzzo alveolare possono essere scomposte e riciclate come aggregato per sottofondi stradali, materiale di riempimento o, nei flussi di riciclaggio più avanzati, riprocessati in aggregato di calcestruzzo. Il filo di precompressione può essere recuperato e riciclato come rottame di acciaio. Nessuno dei due processi è perfetto e parte del carbonio incorporato viene perso durante la demolizione e il trasporto, ma la relativa semplicità della composizione del materiale (cemento più acciaio) rende le lastre alveolari più semplici da riciclare rispetto ai sistemi compositi che coinvolgono più materiali legati.
Applicazioni comuni ed esempi di progetti
Le lastre in calcestruzzo alveolare sono specificate per un'ampia gamma di tipi di edifici e applicazioni infrastrutturali. La loro versatilità deriva dall'ampia gamma di profondità disponibili, dalla capacità di accogliere attraversamenti di servizio e fissaggi gettati in opera (posizionati con precisione utilizzando ancoraggi magnetici per casseforme durante la produzione) e dalla loro compatibilità con una varietà di strutture di supporto.
Edifici residenziali multipiano
Nell'edilizia residenziale, i solai alveolari da 200–265 mm con una distanza di 5–9 m tra pareti o travi portanti sono una specifica standard nei Paesi Bassi, in Scandinavia, nell'Europa centrale e nel Regno Unito. Un condominio di 15 piani che utilizza solai alveolari prefabbricati può essere impermeabile in 8-12 settimane dal piano terra, rispetto alle 20-30 settimane per una struttura equivalente in calcestruzzo in situ. La pianta regolare degli edifici residenziali si adatta particolarmente bene alla larghezza uniforme e alla gamma di campate standard delle unità alveolari.
Edifici per uffici commerciali
Gli edifici adibiti ad uffici richiedono campate più lunghe per la flessibilità a pianta aperta, in genere 9-14 m. I solai alveolari profondi (320–400 mm) con elevati livelli di precompressione sono progettati per sopportare carichi imposti di 3,5–5,0 kN/m² su queste campate senza travi secondarie. L’intradosso esposto delle lastre alveolari – intrinsecamente piatto e liscio grazie al processo di estrusione o di fusione a umido – viene sempre più lasciato visibile come elemento di progettazione, evitando il costo dei controsoffitti e ottenendo vantaggi in termini di massa termica che riducono i picchi di carico di raffreddamento del 15-25% in edifici ben progettati ventilati naturalmente o a modalità mista.
Parcheggi
I parcheggi multipiano sono uno degli ambienti più impegnativi per il calcestruzzo prefabbricato: sono comuni luci di 15-18 m, i carichi concentrati sulle ruote possono raggiungere 30-60 kN per asse e la struttura è esposta a sali disgelanti, cicli di gelo-disgelo e umidità. Le lastre alveolari nelle applicazioni per parcheggi sono tipicamente Profondità 400–500 mm , prodotto con qualità elevate di calcestruzzo (C50/60 o superiore) e bassi rapporti acqua-cemento per massimizzare la durabilità. Le sottili reti tra i nuclei richiedono un'attenta progettazione della miscela di calcestruzzo – bassa dimensione massima dell'aggregato, adeguata lavorabilità – e una compattazione precisa, facilitata dall'ambiente di produzione controllato e dai sistemi di controllo qualità dell'impianto di prefabbricazione.
Edifici industriali e di stoccaggio
Magazzini, centri di distribuzione e impianti di produzione utilizzano solai alveolari nei soppalchi, nelle banchine di carico elevate e nei pavimenti supportati da terra sulle coperture dei pali. In queste applicazioni, la possibilità di preinstallare prese di sollevamento gettate nel getto, canali di ancoraggio per sistemi di scaffalature e condutture elettriche, tutti posizionati utilizzando ancoraggi magnetici per casseforme durante la produzione dell'impianto, riduce significativamente i costi di fissaggio in loco e i rischi del programma.
Controllo di qualità e standard per le lastre di calcestruzzo alveolare
Le lastre in calcestruzzo alveolare prodotte in Europa devono essere conformi EN1168:2005 A3:2011 — la norma di prodotto armonizzata per le lastre alveolari prefabbricate in calcestruzzo. Questo standard specifica i requisiti prestazionali per la resistenza strutturale, la resistenza al fuoco, le sostanze pericolose, le tolleranze dimensionali e le prestazioni acustiche, insieme ai requisiti per il controllo della produzione in fabbrica, i test e la marcatura CE.
Le principali tolleranze dimensionali ai sensi della norma EN 1168 includono:
- Lunghezza: ±20 mm per lastre fino a 6 m; ±0,3% della lunghezza per solai superiori a 6 m
- Larghezza: ±5mm
- Profondità: ±5 mm
- Rettilineità: ≤L/600, massimo 20 mm
- Ortogonalità delle estremità: ≤10 mm
- Curvatura: 15/−5 mm per solai fino a 12 m
Il raggiungimento di queste tolleranze dipende costantemente dalla qualità dell'intera catena di produzione: dalla progettazione della miscela e dosaggio del calcestruzzo, attraverso la precisione del tensionamento dei trefoli, fino all'impostazione della cassaforma e all'ispezione post-getto. L'uso di magneti di otturazione e dei relativi sistemi di posizionamento magnetico contribuisce alla precisione dimensionale eliminando la deriva posizionale che si verifica con le forme imbullonate convenzionali sotto vibrazione e consentendo un riposizionamento rapido e preciso quando si modifica il layout.
Oltre alle tolleranze dimensionali, la norma EN 1168 e gli standard di progettazione Eurocodice di supporto (EN 1992-1-1, EN 1992-1-2) richiedono verifiche strutturali dettagliate che riguardano la flessione, il taglio, la punzonatura, l'ancoraggio delle estremità e la resistenza al fuoco. Il processo di progettazione di un solaio alveolare prevede la determinazione della campata massima per il carico richiesto, la selezione della profondità appropriata della soletta e la disposizione dei trefoli dalle tabelle di carico del produttore, il controllo della lunghezza dell'appoggio, la verifica dell'azione del diaframma del solaio stuccato e il coordinamento degli attraversamenti di servizio con l'ingegnere strutturista.
Confronto tra lastre alveolari e sistemi di pavimentazione alternativi
Scegliere tra lastre di cemento alveolare e sistemi di pavimentazione concorrenti richiede di valutare le prestazioni strutturali, la velocità del programma, i costi, la sostenibilità e i vincoli del sito. Nessun singolo sistema vince su ogni criterio, ma i solai alveolari presentano chiari vantaggi in scenari specifici.
| Criterio | Lastra alveolare | Solaio piatto in situ | Ponte in acciaio composito | Lastra prefabbricata solida |
|---|---|---|---|---|
| Intervallo di intervallo tipico | 6-20 m | 5-12 minuti | Travi da 3–9 m (ponte). | 3–7 m |
| Peso (proprio) | Basso-medio | Alto | Basso-medio | Alto |
| Velocità di installazione | Molto veloce | Lento (cassaforma, stagionatura) | Veloce | Veloce |
| Resistenza al fuoco (nessuna protezione aggiuntiva) | REI 60–240 | REI 60–180 | Tipicamente REI 30–60 | REI 60–180 |
| Efficienza dei materiali | Alto | Basso | Medio | Basso |
| Prestazioni acustiche | Buono (con massetto) | Bene | Discreto (richiede trattamento) | Bene |
| Integrazione dei servizi | Medio (cores usable) | Alto (flexible) | Alto | Basso |
I nuclei stessi offrono un vantaggio utile per i servizi dell'edificio: in alcuni approcci progettuali, i vuoti longitudinali sono utilizzati come condotti d'aria per il riscaldamento, il raffreddamento o la ventilazione, facendo passare l'aria condizionata attraverso la soletta sia per servire lo spazio occupato sia per utilizzare la massa termica del calcestruzzo per la tempra. Questo approccio TABS (sistema di costruzione ad attivazione termica) è stato implementato in numerosi progetti di uffici in Europa centrale, con riduzioni misurabili della domanda di raffreddamento di punta fino a 30–40% rispetto ai tradizionali sistemi lato aria.
Practical Considerations for Specifiers and Contractors
Specificare o procurarsi lastre di calcestruzzo alveolare richiede il coinvolgimento del produttore nelle prime fasi del processo di progettazione. A differenza del calcestruzzo gettato in opera, che può essere adattato in cantiere, i solai alveolari vengono fissati dimensionalmente in fabbrica. Modifiche dopo la produzione (ritagli, fissaggi aggiuntivi, modifiche ai rinforzi) sono tecnicamente possibili ma richiedono tempo e denaro. Ottenere il flusso di informazioni corretto in fase di progettazione è fondamentale.
Informazioni richieste in fase di progettazione
- Carichi strutturali: peso proprio, residui sovrapposti (massetto, partizioni, finiture), imposti (categoria di occupazione) ed eventuali carichi concentrati derivanti da impianti, magazzini o fissaggi di rivestimento
- Chiare condizioni di campata e portanza su ciascun supporto, compresi eventuali supporti non paralleli o geometria inclinata
- Classe di resistenza al fuoco richiesta per la zona del pavimento
- Posizione, dimensioni e struttura di tutti gli attraversamenti di servizio, inclusi manicotti MEP, tubi di drenaggio, colonne strutturali che passano attraverso il pavimento e aperture del vano ascensore
- Sono necessari fissaggi gettati in opera: canali di ancoraggio, prese di sollevamento, bulloni di ancoraggio, tronchetti di condutture, tutti posizionati utilizzando ancoraggi magnetici per casseforme e gettati in opera durante la produzione in fabbrica
- Requisiti di prestazione acustica, in particolare per progetti residenziali o ad uso misto in cui l'impatto e il rumore aereo devono soddisfare gli standard normativi
- Limiti di deflessione e aspettative di curvatura, soprattutto laddove le finiture fragili (piastrelle, terrazzo) verranno applicate direttamente sulla superficie della lastra
Coordinamento del sito per l'installazione
In cantiere, l'installazione di solai alveolari richiede il coordinamento della capacità della gru, delle vie di accesso, del puntellamento temporaneo (se richiesto dalla progettazione strutturale) e della sequenza di iniezioni, getti di copertura e dettagli di connessione strutturale. La capacità della gru è spesso il vincolo critico : una lastra alveolare da 400 mm lunga 12 me larga 1,2 m pesa circa 5.000–5.500 kg. In un sito urbano limitato in cui lo sbraccio della gru riduce la capacità di sollevamento, ciò potrebbe richiedere la riduzione della lunghezza della soletta o la specifica di un'unità più leggera, una decisione che si ripercuote sulla progettazione della campata, del carico e della struttura di supporto.
La stuccatura dei giunti deve seguire scrupolosamente le specifiche del produttore. L'utilizzo di una malta troppo bagnata produce una giunzione porosa e debole, soggetta a fessurazioni; troppo asciutto e potrebbe non riempire completamente il profilo del giunto conico lasciando dei vuoti. La stuccatura dei giunti su ampie superfici del pavimento dovrebbe essere pianificata come un'operazione continua, con personale e capacità di miscelazione adeguati per evitare giunti freddi all'interno di un singolo tratto di giunto.
Controlli post-installazione
Dopo l'installazione e la stuccatura, il solaio alveolare completato deve essere ispezionato per verificare:
- Campanatura differenziale tra unità adiacenti — accettabile entro ±5 mm senza copertura; se maggiore, potrebbe essere necessaria una profondità aggiuntiva del massetto per ottenere una superficie piana
- Completezza della malta in tutti i giunti longitudinali e trasversali
- Adeguatezza del cuscinetto finale su tutti i supporti
- Condizioni degli inserti gettati in fusione: eventuali inserti danneggiati o posizionati in modo errato devono essere segnalati e risolti prima dell'applicazione della copertura o delle finiture
- Assenza di danni da movimentazione: fessurazioni alle estremità delle lastre, scheggiature nelle aree portanti o fessurazioni longitudinali nelle anime che potrebbero indicare danni da trasporto o installazione
Innovazioni nella tecnologia dei solai alveolari e nei sistemi di casseforme magnetiche
L'industria del calcestruzzo prefabbricato continua a sviluppare sia il prodotto solaio alveolare che i sistemi produttivi utilizzati per fabbricarlo. Vale la pena notare diverse aree di sviluppo attivo per coloro che prendono decisioni di investimento infrastrutturale a lungo termine.
Calcestruzzo ad altissime prestazioni nella produzione alveolare
La ricerca sul calcestruzzo ad altissime prestazioni (UHPC) per applicazioni alveolari è in corso in diversi programmi di ricerca europei e asiatici. Le miscele UHPC con resistenze a compressione di 150–200 MPa consentono di ridurre ulteriormente gli spessori delle anime, diminuendo il peso proprio mantenendo la capacità di taglio. La sfida produttiva è che l’UHPC non è compatibile con le apparecchiature di estrusione standard (il rinforzo delle fibre e la viscosità della miscela richiedono metodi di colata modificati) e il ruolo di magneti otturatori and precision magnetic formwork systems il posizionamento degli stampi più sottili e di maggiore precisione diventa ancora più critico.
Automazione e robotica nel settore delle casseforme
Several precast equipment manufacturers now offer robotic formwork-setting systems that read the element layout from a BIM model and automatically position side forms, end stops, and inserts on the pallet surface. Questi sistemi utilizzano in genere robot a portale con sistemi di visione per prelevare e posizionare i componenti della cassaforma, utilizzando magneti otturatori come meccanismo di fissaggio finale: il robot posiziona la forma e l'ancoraggio magnetico viene attivato per bloccarla in posizione. I primi ad adottare questi sistemi segnalano una precisione di impostazione dello stampo di ±1–2 mm e tempi di ciclo ben inferiori all'impostazione manuale, con qualità costante e ridotta fatica dell'operatore.
Integrazione digitale e produzione intelligente
I moderni impianti di prefabbricazione integrano sempre più la tecnologia del gemello digitale – un modello virtuale in tempo reale del piano di produzione – con sistemi di controllo qualità, gestione dell’inventario e logistica. A ogni elemento viene assegnato un codice QR o un tag RFID univoco nel punto di produzione, che collega la registrazione digitale al lotto specifico di calcestruzzo, al lotto di trefoli, alle posizioni degli inserti fissati con magnete e ai risultati dei controlli dimensionali. Questa tracciabilità è sempre più richiesta dai principali appaltatori e clienti su progetti complessi in cui è richiesta la responsabilità strutturale per i 50-100 anni di vita progettuale dell'edificio.
La precisione del fissaggio magnetico della cassaforma, abbinata al controllo qualità tramite scansione laser dell'elemento finito prima della spedizione, fa parte di questa catena di qualità digitale. Una lastra che supera tutti i controlli dimensionali, i registri di resistenza del calcestruzzo e l'ispezione visiva viene spedita con un registro completo della produzione accessibile tramite scansione QR in loco, consentendo all'ingegnere strutturale o al proprietario dell'edificio di verificare la conformità senza fare affidamento esclusivamente su certificati cartacei.








