Cosa fa realmente il bordo smussato e perché la scelta del materiale è importante
Il bordo smussato si riferisce a una transizione smussata o angolata applicata al bordo di una superficie, pannello, lastra o profilo. Invece di lasciare esposto un angolo grezzo di 90 gradi, uno smusso taglia quell'angolo con un angolo, tipicamente di 45 gradi, producendo una superficie più sicura al tatto, più facile da pulire e più resistente alla scheggiatura o alla delaminazione. Nei lavori di costruzione, produzione e finitura, la differenza tra un bordo smussato e un bordo tagliato a squadra non è solo estetica. Uno smusso eseguito correttamente può prolungare la durata di un bordo del 30–50% in ambienti ad alto traffico eliminando il punto di concentrazione dello stress creato dagli angoli squadrati.
Il materiale utilizzato per produrre o proteggere lo smusso determina tutto il resto: quanto dura, come risponde all'impatto e all'umidità, se può essere riposizionato o regolato e quanto costa nell'arco dell'intero ciclo di vita del progetto. I listelli smussati rigidi in alluminio o PVC dominano il mercato da decenni, ma Smusso magnetico in gomma I sistemi hanno acquisito una notevole popolarità nelle casseforme in calcestruzzo, nell'installazione di piastrelle e nelle finiture architettoniche perché risolvono problemi che i profili rigidi semplicemente non possono, in particolare adesione senza elementi di fissaggio, mantenimento della forma sotto pressione e rimozione senza sforzo senza danni alla superficie.
Questa guida copre i meccanismi alla base dei bordi smussati, le categorie di materiali disponibili, i relativi dati sulle prestazioni nel mondo reale e gli scenari specifici in cui ciascuna opzione ha senso. Se stai specificando il bordo per un progetto in questo momento, le conclusioni si trovano nella parte superiore di ogni sezione.
La geometria di uno smusso: angoli, profondità e compatibilità della superficie
Non tutti gli smussi sono uguali. L'angolo e la profondità della smussatura interagiscono direttamente con il materiale del substrato, il carico che il bordo sopporterà e la finitura visiva richiesta. Comprendere la geometria prima di selezionare un prodotto per la bordatura evita costose rilavorazioni.
Angoli di smusso standard utilizzati nella pratica
- Smusso di 45 gradi: L'angolo più comune nella costruzione e nella falegnameria. Crea facce smussate di uguale lunghezza e distribuisce simmetricamente la sollecitazione del bordo. Utilizzato negli angoli delle casseforme in calcestruzzo, sui bordi delle scale e sui bordi dei pannelli.
- Smusso di 30 gradi: Produce uno smusso più lungo e meno profondo, preferito laddove l'estetica richiede una transizione sottile piuttosto che una faccia angolata prominente. Comune nei mobili di fascia alta e nel cemento architettonico.
- Smusso di 60 gradi: Un taglio più ripido che rimuove più materiale. Utilizzato quando è necessaria una certa distanza per i componenti meccanici o quando l'intento progettuale è una linea d'ombra più profonda.
- Angoli personalizzati (15–75 gradi): Specifico per utensili industriali, pezzi meccanici di precisione e profili architettonici speciali.
Profondità dello smusso e sue implicazioni strutturali
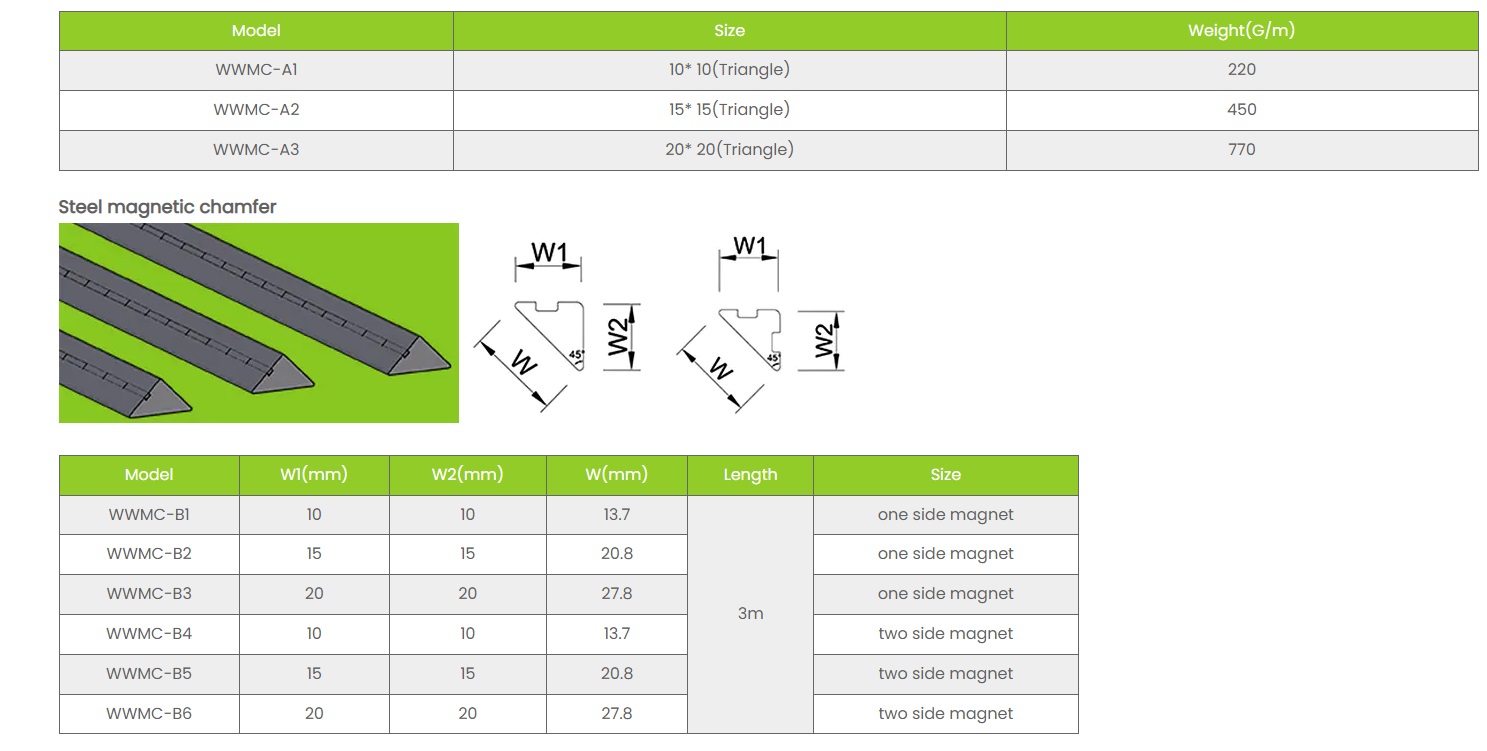
La profondità viene misurata come la distanza dall'angolo originale all'inizio della faccia dello smusso. Nella cassaforma in calcestruzzo, a Striscia di smusso da 10 mm × 10 mm (profondità 10 mm, larghezza 10 mm) è uno standard industriale per gli angoli delle colonne e i bordi delle solette. Smussi meno profondi di 5 mm × 5 mm compaiono nel calcestruzzo architettonico sottile dove si preferisce una rimozione minima di materiale. Smussi più profondi di 20 mm × 20 mm o più vengono utilizzati nell'ingegneria civile pesante (spalle di ponti, muri di sostegno e travi prefabbricate) dove lo smusso serve anche a guidare l'allineamento della cassaforma durante l'assemblaggio.
Anche il substrato conta. Il calcestruzzo con proporzioni di miscelazione standard (resistenza alla compressione 25–40 MPa) mantiene un bordo smussato in modo affidabile quando la striscia di smusso è adeguatamente sigillata durante il getto. Le miscele più deboli, inferiori a 20 MPa, sono soggette a scheggiatura dei bordi anche in presenza di smusso, motivo per cui i specificatori combinano Smusso magnetico in gomma le strisce con colate a qualità controllata riportano costantemente meno difetti post-strippatura rispetto a quelle che utilizzano PVC rigido sulla stessa miscela.
Categorie di materiali per bordi smussati: un confronto diretto
Cinque principali categorie di materiali coprono la maggior parte delle applicazioni dei bordi smussati nell'edilizia, nella produzione e nella finitura. Ognuno ha un profilo prestazionale distinto.
| Materiale | Riutilizzabilità | Metodo di installazione | Resistenza all'umidità | Qualità dei bordi | Costo tipico al metro |
|---|---|---|---|---|---|
| Smusso magnetico in gomma | Alto (50-100 cicli) | Adesione magnetica alle casseforme in acciaio | Eccellente | Molto pulito, vuoti minimi | $ 3-$ 8 |
| PVC rigido | Basso (uso singolo tipico) | Inchiodato o incollato | Bene | Bene, nail holes visible | $ 0,80–$ 2 |
| Alluminio | Medio (5–15 cicli) | Avvitato o bloccato | Molto buono | Bene, screw marks possible | $ 4-$ 12 |
| Schiuma/poliuretano | Basso (monouso) | Nastro adesivo o colla | Da scarso a moderato | Moderato, incline allo strappo | $ 0,50–$ 1,50 |
| Legname/MDF | Molto basso | Inchiodato | Povero | Rischio variabile e di gonfiore | $ 0,40–$ 1,20 |
Le cifre del costo per metro sopra riportate riflettono solo il costo della materia prima. Quando viene calcolato il costo totale del progetto, inclusa la manodopera di installazione, il tempo di rimozione, lo smaltimento dei rifiuti e la rilavorazione per difetti sui bordi, Smusso magnetico in gomma systems consistently show a lower total cost per use after the third or fourth reuse cycle . Su progetti di calcestruzzo prefabbricato su larga scala con 500 o più metri lineari di bordi smussati per ciclo di produzione, la differenza può raggiungere i 4.000-9.000 dollari in termini di costi di materiali e manodopera evitati al mese.
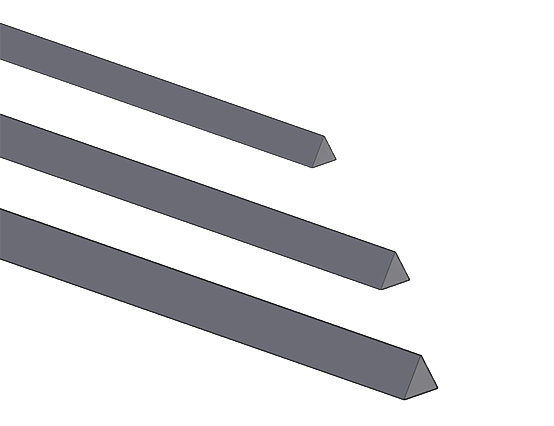
Smusso magnetico in gomma: How It Works and Where It Excels
Una striscia di smusso magnetico in gomma è un prodotto composito: un corpo di gomma flessibile (tipicamente EPDM o neoprene) con una striscia di materiale magnetico permanente incorporato lungo la sua base. Il magnete mantiene saldamente la striscia contro un pannello di cassaforma in acciaio o ferro senza chiodi, viti, nastro adesivo o morsetti. Il corpo in gomma si flette leggermente per adattarsi alle piccole irregolarità superficiali della cassaforma, eliminando i piccoli spazi alla base dello smusso che causano trafilamenti di calcestruzzo e vuoti sui bordi nelle installazioni in PVC rigido.
Perza di tenuta magnetica e perché è importante nella pratica
Il magnete incorporato in uno standard Smusso magnetico in gomma la striscia produce una forza di tenuta nell'intervallo di 3–8 kg per decimetro lineare , a seconda della dimensione della striscia e del grado del magnete. Per una tipica striscia di smusso da 10 mm x 10 mm, ciò significa che una lunghezza di 1 metro esercita circa 30–50 kg di adesione magnetica totale contro la faccia della forma in acciaio. Le vibrazioni del calcestruzzo durante la posa generano forze laterali ben al di sotto di questa soglia nelle applicazioni standard, quindi la striscia rimane ferma durante tutto il getto senza alcun fissaggio supplementare.
Ciò è importante perché il movimento di una striscia di smusso durante le vibrazioni è una delle cause più comuni di difetti dei bordi nel calcestruzzo prefabbricato e in opera. Anche uno spostamento di 1–2 mm durante la vibrazione crea un'irregolarità visibile nel bordo smussato finito, un difetto che richiede la molatura o la rappezzatura prima che l'elemento possa essere accettato. Rapporti sul campo di produttori di calcestruzzo prefabbricato in Germania e nei Paesi Bassi documentano una riduzione del 60-75% dei tassi di difetti dei bordi dopo il passaggio dal PVC inchiodato alle strisce di smusso in gomma magnetica su tavole di formatura in acciaio.
Prestazioni di sverniciatura e qualità della superficie
Quando il calcestruzzo si è indurito e la cassaforma è stata spogliata, lo smusso magnetico in gomma si stacca in modo netto sia dalla forma in acciaio che dalla superficie del calcestruzzo. La naturale flessibilità della gomma le consente di rilasciarsi senza attrezzi nella maggior parte dei casi: un lavoratore afferra semplicemente un'estremità e stacca la striscia per tutta la sua lunghezza. Il bordo smussato nel calcestruzzo lascia una superficie liscia e ben definita che non richiede finiture aggiuntive nelle applicazioni architettoniche.
In contrasto con le strisce in PVC inchiodate, che devono essere staccate, un processo che spesso danneggia sia il PVC (rendendolo non riutilizzabile) sia il bordo di cemento (causando piccole scheggiature nei punti dei fori dei chiodi). I listelli di smusso in legno vengono spesso distrutti durante la sverniciatura e devono essere smaltiti come rifiuti. La striscia di gomma magnetica, una volta staccata, può essere pulita e riposizionata immediatamente al getto successivo.
Intervallo di temperatura e prestazioni ambientali
I prodotti con smusso magnetico in gomma a base EPDM mantengono la flessibilità e le prestazioni magnetiche in un intervallo di temperature di circa Da -30°C a 120°C . Ciò li rende adatti per i getti invernali all'aperto in climi freddi (dove il PVC diventa fragile e soggetto a fessurazioni durante l'installazione) nonché per camere di stagionatura riscaldate utilizzate nella produzione accelerata di prefabbricati. Le formulazioni di neoprene offrono un intervallo termico leggermente inferiore ma una migliore resistenza agli oli e ad alcuni solventi, rendendole la preferenza negli impianti industriali di prefabbricazione in cui vengono utilizzati agenti distaccanti con contenuto di solventi.
Applicazioni in cui i bordi smussati forniscono risultati misurabili
Il bordo smussato non è un prodotto monoapplicazione. Lo stesso principio – smussare un angolo per rimuovere un punto di concentrazione dello stress e migliorare la finitura – si applica a settori che vanno dall’ingegneria civile alla produzione di mobili. Le seguenti applicazioni rappresentano i casi d'uso con il volume più elevato.
Elementi prefabbricati in calcestruzzo
La produzione di calcestruzzo prefabbricato è la più grande applicazione di bordi smussati a livello globale. I pannelli a parete, i solai, le travi, le colonne e le scale richiedono tutti angoli smussati per una movimentazione sicura, un impilamento pulito e un'estetica finita. Un pannello prefabbricato standard di 3 m×6 m ha circa 18 metri lineari di bordi smussati. Con un ritmo di produzione di 20 pannelli al giorno, un singolo impianto percorre quotidianamente 360 metri di nastri smussati.
A questo volume, la riusabilità di Smusso magnetico in gomma diventa economicamente decisivo. Una striscia di gomma magnetica di alta qualità classificata per 80 cicli di produzione riduce il consumo di materie prime di un fattore 80 rispetto alle alternative monouso. Per un impianto che esegue 360 metri di smusso al giorno, il passaggio dal PVC monouso alle strisce di smusso in gomma magnetica riutilizzabili può ridurre la spesa annuale in materiale per i prodotti di smussatura di $ 18.000– $ 45.000 a seconda delle dimensioni della striscia e del prezzo locale del materiale .
Calcestruzzo architettonico in situ
Il calcestruzzo a vista nelle applicazioni architettoniche (facciate, pareti interne, scale ed elementi strutturali su misura) richiede una qualità dei bordi smussati che la pratica standard del cantiere fatica a ottenere in modo coerente. Il PVC rigido inchiodato alla cassaforma in legno produce smussi con ombre dovute ai fori dei chiodi, leggera ondulazione dovuta alla curvatura del pannello e linee al vivo occasionali alla base della striscia. Le strisce di smusso in gomma magnetica sui pannelli di supporto in acciaio eliminano tutti e tre i difetti adattandosi perfettamente alla superficie della forma e sigillando contro di essa senza dispositivi di fissaggio meccanici.
Le specifiche del calcestruzzo architettonico in Europa citano sempre più spesso SCC (calcestruzzo autocompattante) posato con slump flow di 200–250 mm , una miscela che esercita una maggiore pressione laterale sul cassero ed è più sensibile ad eventuali fessure alla base delle fasce di smusso. Le strisce di smusso magnetiche in gomma superano le alternative rigide con queste consistenze di miscela perché la base in gomma flessibile sigilla sotto la maggiore pressione idrostatica anziché sollevarsi da essa.
Installazione di piastrelle e pietra
Nella lavorazione di piastrelle e pietra, i bordi smussati si riferiscono a strisce di rivestimento profilate in alluminio o acciaio inossidabile installate sui perimetri delle piastrelle, sui gradini e sulle transizioni tra i materiali del pavimento. Queste strisce proteggono il bordo della piastrella dalle scheggiature, una modalità di guasto particolarmente comune nel gres porcellanato, che è altamente fragile negli angoli esposti. Un profilo del bordo della piastrella smussato con una faccia a 45 gradi assorbe l'impatto laterale e lo distribuisce attraverso il letto di malta anziché concentrarlo sull'angolo della piastrella.
I bordi smussati in acciaio inossidabile negli ambienti commerciali (aeroporti, ospedali, negozi) sono progettati per carichi pedonali superiori a 500 kg/m² senza deformazioni. I profili in alluminio in ambienti residenziali gestiscono adeguatamente i carichi standard a costi inferiori. La scelta tra finiture microfinite, spazzolate e anodizzate influisce sia sulla durata che sulla frequenza di manutenzione: l'acciaio inossidabile spazzolato nasconde piccoli graffi ed è la specifica dominante per gli spazi pubblici ad alto traffico.
Prodotti per la lavorazione del legno e pannelli
Nella produzione di mobili e nella falegnameria, i bordi smussati vengono applicati a MDF, compensato e pannelli in legno massiccio utilizzando frese o macchine bordatrici dedicate. Uno smusso di 2 mm × 45 gradi sui bordi delle ante dell'armadio è un dettaglio standard che rende i mobili di produzione più raffinati senza aggiungere costi significativi. Nella produzione di grandi volumi, la smussatura automatizzata dei bordi produce risultati costanti a velocità di 20–40 metri al minuto sulle moderne linee di bordatura CNC.
Gli smussi in legno massiccio su gambe di mobili, piani di tavoli e telai di porte vengono generalmente tagliati con una punta per smusso in un tavolo di fresatura o una maschera per sega da tavolo. Il vantaggio funzionale – eliminare lo spigolo affilato che altrimenti si scheggerebbe o si scheggerebbe – è secondario rispetto al vantaggio visivo di un dettaglio del bordo raffinato e deliberato che si legge come artigianato piuttosto che come convenienza.
Migliori pratiche di installazione per i bordi smussati nelle casseforme in calcestruzzo
La qualità dell'installazione determina la qualità dei bordi. Le seguenti pratiche si applicano ai bordi smussati nelle applicazioni in calcestruzzo, il contesto più impegnativo in termini di requisiti di precisione, pressione e finitura superficiale.
Preparazione della superficie prima del posizionamento della striscia
I pannelli della cassaforma in acciaio devono essere puliti, piatti e leggermente oliati con un agente distaccante adeguato prima di posizionare qualsiasi striscia di smusso. I residui di calcestruzzo dei getti precedenti lasciati sulla superficie del pannello creano punti rialzati che impediscono alla striscia di smusso di posizionarsi a filo, causa principale delle linee di abbondanza e dei vuoti sui bordi menzionati in precedenza. Per Smusso magnetico in gomma strisce, la forza di tenuta magnetica viene ridotta proporzionalmente da qualsiasi spazio tra la base magnetica della striscia e il pannello in acciaio, quindi la pulizia della superficie influisce direttamente sia sulla sicurezza di tenuta che sulla qualità dei bordi prodotti.
Un pratico protocollo di pulizia per i tavoli con casseforme in acciaio: spazzolare con una spazzola metallica eventuali residui di cemento immediatamente dopo la sverniciatura (prima che si indurisca completamente), pulire con un panno umido, applicare uno strato sottile di agente distaccante e lasciare asciugare prima del successivo posizionamento della striscia. Ciò aggiunge circa 5–8 minuti per pannello al ciclo, ma riduce significativamente la percentuale di difetti sui bordi.
Posizionamento e allineamento
Le strisce di smusso devono essere posizionate con il loro vertice (l'angolo più esterno del profilo di smusso) allineato esattamente con la linea d'angolo prevista dell'elemento in calcestruzzo finito. Per le strisce di gomma magnetica su forme di acciaio, questo allineamento è mantenuto dal magnete: una volta posizionata, la striscia non scorre a meno che non venga spostata deliberatamente. Per i listelli chiodati, l'allineamento deve essere controllato con un regolo dopo l'inchiodatura, poiché le forze di chiodatura possono spostare leggermente il listello dalla posizione prevista.
In corrispondenza dei giunti tra le lunghezze delle strisce smussate, dove termina una striscia e inizia quella successiva, le estremità devono essere tagliate in modo netto a 90 gradi e incastrate saldamente insieme. Uno spazio anche di 1–2 mm in corrispondenza di un giunto a nastro produrrà in quel punto un'aletta di cemento, che richiederà la molatura dopo la rimozione. Su lunghezze superiori a 3 metri, una lieve dilatazione termica dei listelli durante la polimerizzazione può aprire leggermente le giunzioni di testa; ciò si evita specificando listelli con profili terminali a compressione o utilizzando sottili cordoni di silicone sui giunti.
Protocolli di posizionamento e vibrazione del calcestruzzo
La vibrazione interna non deve essere applicata direttamente contro o immediatamente adiacente alle strisce di smusso. La testa del vibratore deve essere inserita ad almeno 150 mm da qualsiasi striscia e spostata secondo uno schema a griglia sistematica attraverso l'area di getto. Una vibrazione eccessiva vicino alle strisce di smusso, in particolare strisce di gomma flessibili, può causare il distacco locale della striscia dalla faccia dello stampo se la frequenza di vibrazione risuona con la massa della striscia e la forza di tenuta del magnete.
For Smusso magnetico in gomma strisce, è stato dimostrato in test controllati che le vibrazioni a frequenze standard (50–200 Hz) entro 150 mm dalla striscia non producono spostamenti misurabili a condizione che la forza di tenuta magnetica soddisfi le specifiche del produttore. L'utilizzo di strisce sottodimensionate su una determinata dimensione della faccia della forma, ad esempio una striscia di 5 mm x 5 mm su un getto che dovrebbe raggiungere una profondità di 1,5 m, riduce la forza di tenuta per unità di area e aumenta il rischio di spostamento durante le vibrazioni.
Sequenza di stripping e recupero strip
La cassaforma non deve essere smontata finché il calcestruzzo non ha raggiunto una resistenza sufficiente per resistere ai danni ai bordi, in genere almeno il 70% della resistenza di progetto, che a temperature standard (20°C) corrisponde a circa 18-24 ore per le miscele standard. La rimozione anticipata a resistenze inferiori produce bordi smussati che si sbriciolano o si scheggiano, annullando l'intero scopo dello smusso.
Quando si rimuovono le strisce smussate in gomma magnetica, la tecnica corretta consiste nell'iniziare da un'estremità, afferrare saldamente la striscia e staccarla ad angolo acuto (circa 30–45 gradi) rispetto alla superficie dello stampo. Tirando a 90 gradi (direttamente dal viso) si posiziona il magnete nel suo orientamento più forte e si richiede più forza del necessario. La pelatura obliqua rompe progressivamente il contatto magnetico e richiede uno sforzo molto minore. Dopo il recupero, le strisce devono essere ispezionate per eventuali lacerazioni, deformazioni o adesione al calcestruzzo, pulite e conservate in piano per evitare piegature permanenti.
Scelta del prodotto giusto per i bordi smussati: criteri decisionali
La scelta di un prodotto con bordi smussati implica la valutazione simultanea di più fattori. Il seguente quadro copre i criteri che contano di più nella pratica.
Compatibilità del tipo di cassaforma
Smusso magnetico in gomma le strisce sono adatte solo dove la faccia della cassaforma è ferromagnetica, tipicamente acciaio strutturale o ferro. Non aderiranno a forme di alluminio, forme di legno o pannelli FRP (plastica rinforzata con fibra). Se il vostro sistema di cassaforma è in alluminio o legno, la scelta giusta sono i listelli smussati in PVC rigido o alluminio fissati meccanicamente. Se la tua attività utilizza tavole di formatura in acciaio (come è standard nelle fabbriche europee di prefabbricati), la gomma magnetica è quasi sempre l'opzione migliore.
Volume e frequenza di riutilizzo
Se un progetto prevede meno di cinque usi di un determinato tratto di smusso (un pezzo architettonico unico o un piccolo getto residenziale) il costo iniziale più elevato delle strisce di gomma magnetica potrebbe non essere giustificato. Il PVC monouso a 0,80-2,00 dollari al metro è economicamente razionale a bassi volumi. Con sei o più riutilizzi, l’economia si sposta decisamente verso la gomma magnetica, che ammortizza il suo costo iniziale più elevato attraverso i cicli di utilizzo.
Requisiti di finitura superficiale
Per il calcestruzzo di Classe A o con finitura architettonica, dove il bordo smussato sarà permanentemente esposto nella struttura finita, la qualità aggiuntiva dei bordi fornita dalle strisce smussate in gomma magnetica ne giustifica l'uso anche con volumi di riutilizzo inferiori. La riparazione dei difetti sul calcestruzzo architettonico costa dai 50 ai 200 dollari al metro quadrato in manodopera qualificata e materiali; prevenire anche un piccolo numero di difetti sui bordi per ciclo di colata ripaga rapidamente il prodotto premium.
Considerazioni ambientali e di sicurezza
Le strisce smussate in PVC monouso rappresentano un flusso di rifiuti di materiale difficile e costoso da riciclare: la maggior parte finisce in discarica. In un’azienda di prefabbricazione di grandi dimensioni che consuma 500 metri di strisce di smussatura in PVC al giorno, la produzione annua di rifiuti di plastica raggiunge circa 180 chilometri di nastri, ovvero circa 900 kg di PVC . Il passaggio alle strisce smussate in gomma magnetica riutilizzabili elimina quasi completamente questo flusso di rifiuti, un vantaggio che ha sempre più peso nei progetti di costruzione classificati come sostenibili in cui la segnalazione dei rifiuti materiali è obbligatoria.
Errori comuni nei bordi smussati e come prevenirli
La maggior parte dei guasti dei bordi smussati rientrano in un numero limitato di categorie identificabili. Comprendere la causa principale di ogni guasto porta direttamente alla misura preventiva.
- Linee al vivo alla base dello smusso: Causato da uno spazio tra la striscia e la faccia della cassaforma. Prevenzione: assicurarsi che la superficie della forma sia pulita e piana; utilizzare strisce di gomma flessibili che si adattano alle piccole irregolarità della superficie; applicare l'agente distaccante prima del posizionamento della striscia.
- Scheggiatura dei bordi durante la rimozione: Causato dallo smantellamento prima che il calcestruzzo abbia raggiunto la resistenza adeguata o dall'uso di strumenti che fanno leva direttamente contro il bordo del calcestruzzo. Prevenzione: verificare la resistenza minima prima della sverniciatura; utilizzare il movimento di sbucciatura per le strisce di gomma anziché fare leva.
- Alette di calcestruzzo nei giunti a striscia: Causato da spazi tra le estremità delle strisce. Prevenzione: tagliare le estremità della striscia in modo netto a 90 gradi; utilizzare profili terminali a compressione oppure sigillare i giunti con un sottile cordolo di silicone.
- Spostamento del nastro durante la vibrazione: Causato dal posizionamento del vibratore troppo vicino alla striscia o da strisce sottodimensionate con forza di tenuta insufficiente. Prevenzione: mantenere una distanza minima dalla strip di 150mm; verificare che le specifiche della forza di tenuta magnetica corrispondano alla profondità di getto e alla pressione del calcestruzzo.
- Ondulazione nel bordo smussato finito: Causato dalla deflessione del pannello della cassaforma sotto la pressione del calcestruzzo, dalla deformazione delle strisce o dalle forze di chiodatura che spostano le strisce rigide durante l'installazione. Prevenzione: utilizzare casseri adeguatamente irrigiditi; passare all'attacco magnetico per eliminare la distorsione da chiodatura.
- Strappo della striscia di gomma durante il recupero: Causato dalla trazione a 90 gradi rispetto alla faccia della forma, dall'adesione del calcestruzzo alla superficie della striscia (solitamente a causa di un guasto dell'agente distaccante) o dall'utilizzo di una striscia usurata che ha perso flessibilità. Prevenzione: sbucciare a 30–45 gradi; ispezionare e sostituire il protocollo applicativo del distaccante; ritirare le strisce che mostrano screpolature superficiali o perdita di flessibilità.
Manutenzione e gestione del ciclo di vita delle strisce smussate riutilizzabili
Le strisce smussate magnetiche in gomma, come qualsiasi prodotto industriale riutilizzabile, richiedono una manutenzione di base e una routine di ispezione per raggiungere il numero nominale di cicli di riutilizzo. Gli operatori che implementano questa routine riportano costantemente una durata delle strisce pari o superiore a quella specificata dal produttore. Coloro che non lo fanno, in genere trattando le strisce come usa e getta anche quando non lo sono, vedono fallimenti prematuri che minano il vantaggio economico della riutilizzabilità.
Dopo ogni utilizzo
- Pulisci la striscia con un panno umido per rimuovere tutti i residui di cemento mentre è ancora morbida (entro 30 minuti dalla rimozione).
- Ispezionare il corpo in gomma per eventuali strappi, tagli o deformazioni lungo il profilo. Le strisce con strappi più lunghi di 10 mm devono essere ritirate dall'uso per impedire l'ingresso di cemento attraverso l'area danneggiata.
- Controllare le estremità della striscia per eventuali deformazioni da compressione nei punti di giunzione. Tagliare le estremità danneggiate in modo netto se la deformazione è localizzata entro 20 mm dall'estremità.
- Conservare i nastri piatti o arrotolati (con raggio non inferiore a 300 mm per profili 10 mm x 10 mm) in un ambiente asciutto, lontano dalla luce solare diretta e da fonti di ozono (motori elettrici, apparecchiature di saldatura).
Ispezione periodica (ogni 10-20 cicli)
Misurare la forza di tenuta magnetica utilizzando un semplice calibro a strappo. Una striscia con una lettura inferiore al 60% della forza di tenuta specificata originariamente deve essere ritirata: il magnete si è smagnetizzato (cosa rara in prodotti ben specificati) oppure il corpo in gomma si è deformato abbastanza da ridurre l'area di contatto con la forma in acciaio. Controllare qualitativamente la durezza della superficie della gomma premendo con l'unghia del pollice: la superficie dovrebbe rientrare e riprendersi immediatamente. Una superficie in gomma che rimane dentellata per più di 2-3 secondi si è indurita oltre il suo intervallo utile e non si adatterà più adeguatamente alla faccia della forma.
Per grandi operazioni che eseguono migliaia di metri di Smusso magnetico in gomma strip, un semplice sistema di tracciamento, che contrassegna ciascuna striscia con il conteggio del ciclo di produzione utilizzando un pennarello a vernice, consente agli operatori di identificare le strisce ad alto ciclo prima che falliscano nel servizio. Ciò impedisce la modalità di guasto più costosa: una striscia che si guasta a metà ciclo di produzione, che richiede lo smontaggio di emergenza, la riparazione e il potenziale rifiuto dell'elemento in calcestruzzo.