Un magnete otturatore funziona utilizzando un gruppo magnetico interno rotante per passare da un magnete all'altro stato magnetico attivo e un stato di flusso esterno prossimo allo zero . Quando è acceso, il suo campo magnetico blocca la cassaforma ferromagnetica con forze che vanno da 500N fino a oltre 3.500 N . Quando sono spenti, i magneti interni si annullano a vicenda e l'unità si sblocca in modo pulito con una semplice rotazione della chiave di 180 gradi: non è necessaria alcuna elettricità.
3.500 N Forza di tenuta massima (modelli per carichi pesanti)
180° Rotazione della chiave per cambiare stato
0 W Elettricità consumata durante il funzionamento
Cos'è un Magnete otturatore e dove viene utilizzato
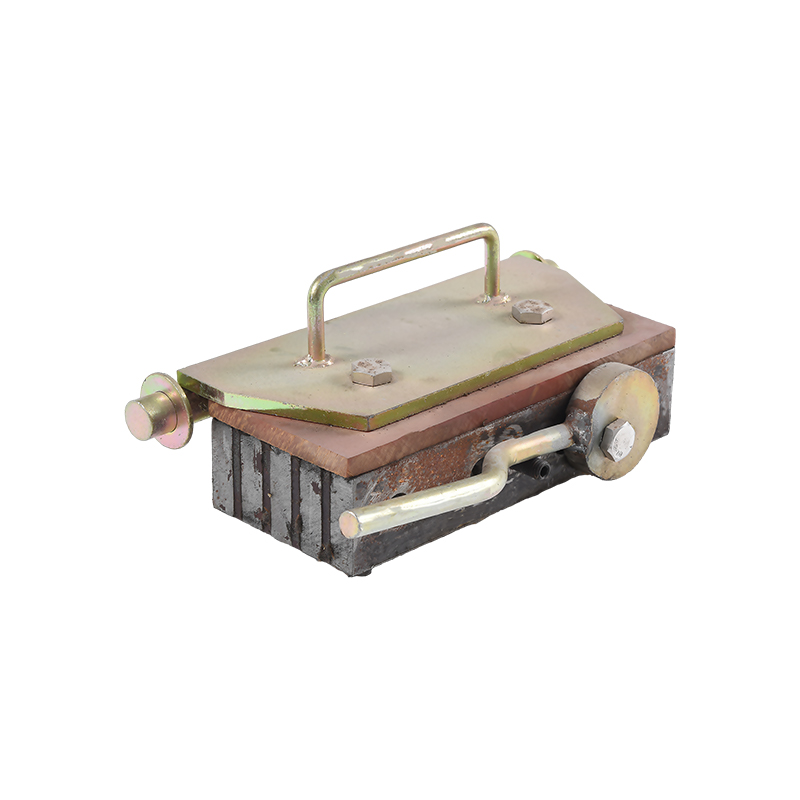
Un magnete per casseratura, a volte chiamato magnete prefabbricato, magnete per cassaforma o magnete per colata, è un dispositivo a magnete permanente commutabile utilizzato nella produzione di calcestruzzo prefabbricato. Mantiene i profili delle casseforme in acciaio (guide laterali, inserti, blocchi) piatti contro il letto di colata in acciaio durante il getto e la vibrazione del calcestruzzo, quindi li rilascia in modo pulito una volta che il calcestruzzo si è indurito.
A differenza dei tradizionali metodi di fissaggio o serraggio, un magnete per otturazione non richiede perforazione, saldatura o elementi di fissaggio. Un operaio posiziona l'elemento della cassaforma, preme il magnete a contatto con la base in acciaio utilizzando una semplice leva o chiave e il magnete mantiene il profilo in posizione mentre il calcestruzzo viene gettato attorno ad esso.
Questi dispositivi si trovano negli impianti che producono solai alveolari, doppi T, pannelli per pareti, colonne, travi e altri elementi strutturali prefabbricati. I principali produttori europei di prefabbricati sono passati ai sistemi di casseforme magnetiche a partire dai primi anni 2000 e da allora la tecnologia si è diffusa a livello globale con l’espansione della produzione di calcestruzzo prefabbricato. Secondo la European Precast Concrete Association, la produzione europea di calcestruzzo prefabbricato ha superato 200 milioni di metri cubi ogni anno entro l’inizio degli anni 2020, e gli strumenti di otturazione magnetica sono ora standard nella maggior parte degli impianti automatizzati o semi-automatizzati della regione.
Nota di settore
È documentato che il passaggio dai morsetti meccanici ai magneti per casseforme negli impianti di prefabbricazione ha ridotto di molto i tempi di preparazione delle casseforme 30–50% sulle tipiche linee di pannelli. (Fonte: Precast/Prestressed Concrete Institute, sondaggio tecnologico 2019)
Vantaggio fondamentale
Niente elettricità. Nessuna perforazione. Piena potenza di tenuta grazie ai soli magneti permanenti: accesi e spenti meccanicamente.
La fisica dietro la funzionalità commutabile
Per comprendere come funziona la funzione commutabile di un magnete otturatore, è necessario comprendere la manipolazione del percorso del flusso magnetico. Ogni magnete permanente crea un campo, un anello di flusso magnetico che viaggia dal polo nord al polo sud. L'intuizione ingegneristica chiave alla base dei magneti permanenti commutabili è che questo flusso può essere reindirizzato internamente in modo che circoli interamente all'interno dell'alloggiamento del magnete anziché estendersi verso l'esterno per afferrare una superficie esterna.
Configurazione a due magneti opposti
La maggior parte dei magneti per otturazione utilizza un sistema a due magneti con un magnete fisso e un magnete rotante. Nello stato OFF, il magnete rotante è posizionato in modo che i suoi poli siano allineati opposti al magnete fisso: nord contro nord, sud contro sud. Il flusso di ciascun magnete si annulla internamente e praticamente nessun campo fuoriesce dalla faccia inferiore. Su un letto di fusione in acciaio, il magnete si trova con un'attrazione quasi pari a zero: può essere fatto scorrere e riposizionato manualmente.
Quando l'operatore ruota il magnete interno di 180 gradi utilizzando una chiave o una leva, i poli si allineano da nord a sud attraverso i due magneti. Ora il percorso del flusso attraversa la faccia inferiore, attraverso il letto in acciaio e ritorno: questo è lo stato ON. Il magnete di otturatore afferra il letto con la sua piena forza nominale, misurata in Newton o talvolta in chilogrammi di forza (kgf).
Il materiale magnetico utilizzato è quasi universale neodimio ferro boro (NdFeB) , grado N42 o superiore, per il suo prodotto energetico estremamente elevato (misurato in MGOe — megagauss-oersteds). I magneti NdFeB producono campi più forti per unità di volume rispetto a qualsiasi altro materiale a magnete permanente disponibile in commercio. Un tipico alloggiamento del magnete otturatore potrebbe contenere blocchi NdFeB con un prodotto energetico di 42-52 MGOe , che è ciò che consente a un'unità compatta di fornire oltre 1.000 N di forza di tenuta.
Il ruolo dell'alloggiamento in acciaio dolce
L'alloggiamento esterno di un magnete otturatore è realizzato in acciaio dolce, che funge da percorso di ritorno del circuito magnetico. L’acciaio ha un’elevata permeabilità magnetica: canalizza il flusso in modo efficiente. L'alloggiamento è lavorato con precisione in modo tale che, nello stato ON, lo spazio tra la faccia inferiore e il letto di fusione in acciaio sia ridotto al minimo, in genere inferiore a 0,1 mm . Ogni frazione di millimetro di traferro riduce significativamente la forza di tenuta. Un traferro di 1 mm può ridurre la forza di 60–80% rispetto al contatto completo, per questo motivo la faccia di contatto del magnete deve essere mantenuta pulita e piana.
Varianti dell'array Halbach
Alcuni magneti otturatori avanzati utilizzano una configurazione di array Halbach, una disposizione spaziale di magneti permanenti che concentra il flusso magnetico su un lato del gruppo. Le disposizioni di Halbach furono descritte per la prima volta dal fisico Klaus Halbach nel 1980 per l'uso negli acceleratori di particelle (fonte: Klaus Halbach, "Design of Permanent Multipole Magnets", Nuclear Instruments and Metodos, 1980). In un contesto di magnete otturatore, una configurazione ispirata a Halbach significa che la faccia inferiore ha un campo intensificato mentre la faccia superiore ha un campo vicino allo zero, migliorando sia la forza di tenuta che la sicurezza dell'operatore.
Passo dopo passo: come funziona nella pratica la funzionalità commutabile
La funzione commutabile di un magnete otturatore è semplice da usare ma si basa su una precisa geometria interna. Ecco esattamente cosa succede in ogni fase:
1
Posizionamento (stato OFF)
Il magnete di otturazione è nello stato OFF. Il magnete interno del rotore è orientato in modo che i suoi poli si oppongano al magnete fisso. Il flusso esterno è vicino allo zero, in genere inferiore a 5% della forza nominale fuoriesce verso l'esterno. Il corpo del magnete può essere sollevato, trasportato e posizionato manualmente sul letto di fusione in acciaio con una resistenza minima.
2
Attivazione
L'operatore inserisce una chiave a T o una leva nella serratura sulla parte superiore del corpo del magnete e ruota 180 gradi . Questo ruota meccanicamente il rotore interno NdFeB nella posizione allineata. Il percorso del flusso passa dalla cancellazione interna alla proiezione esterna completa attraverso la faccia inferiore.
3
Bloccaggio (stato ON)
Nello stato ON, il magnete di otturatore afferra la tavola di colata di acciaio con la sua piena forza di tenuta nominale. Per un'unità da 1.000 N, questo è approssimativamente 102 kgf — sufficiente a mantenere saldamente in posizione i profili delle casseforme in acciaio durante le vibrazioni del calcestruzzo ad alta frequenza (tipicamente 50–200 Hz con ampiezze di 0,5–3 mm). Durante questo periodo il magnete non consuma elettricità.
4
Rilascio
Dopo l'indurimento del calcestruzzo, l'operatore ruota nuovamente la chiave, di altri 180 gradi, riportando il rotore nella posizione opposta. La forza scende quasi a zero. Il magnete può quindi essere sollevato dal letto (poiché esiste ancora l'attrito superficiale residuo) utilizzando una leva integrata o uno strumento di disattivazione separato. Molte unità includono un braccio di leva integrato che fornisce un vantaggio meccanico per questo passaggio.
5
Riposizionamento per il cast successivo
Una volta rilasciato, il magnete di armatura viene riposizionato per la successiva disposizione della cassaforma. Negli impianti di prefabbricazione completamente automatizzati con casseforme robotizzate, questa fase viene gestita da un braccio robotico utilizzando magneti azionati da solenoidi, ma la fisica sottostante e il principio commutabile rimangono gli stessi della versione manuale.
Valori nominali e specifiche della forza magnetica dell'otturatore
I magneti per casseforme sono disponibili in un'ampia gamma di valori di forza di tenuta per adattarsi ai diversi carichi della cassaforma. La tabella seguente riassume le classi di forza comuni, le dimensioni tipiche dell'alloggiamento e gli scenari applicativi tipici.
| Valutazione della forza | ca. kgf | Lunghezza tipica del corpo | Applicazioni comuni |
|---|---|---|---|
| 500 N | ~51 kgf | 70–80 mm | Profili di pannelli sottili, piccoli inserti, elementi decorativi |
| 1.000 N | ~102 kgf | 100–120 mm | Pannelli murali standard, solai, casseforme generali |
| 1.500 N | ~153 kgf | 130–150 mm | Profili per casseforme pesanti, elementi di scale, balconi |
| 2.000 N | ~204 kgf | 160–180 mm | Forme di travi e pilastri, telai di grandi dimensioni |
| 3.500 N | ~357 kgf | 200–250 mm | Elementi strutturali pesanti, forme di rivestimento di tunnel, segmenti di ponti |
I valori di forza vengono generalmente misurati su una piastra di acciaio pulita, piatta e a basso tenore di carbonio Spessore 10 mm o superiore . I letti in acciaio più sottili, o i letti con rivestimenti superficiali, ruggine o residui di cemento, riducono significativamente la forza effettiva. Questo è il motivo per cui i protocolli di manutenzione degli impianti di prefabbricazione richiedono costantemente la pulizia sia della faccia di contatto del magnete che della superficie del basamento in acciaio prima di ogni ciclo di produzione.

Tipi di magneti per otturatore in base al meccanismo di attivazione
Non tutti i magneti di otturatore commutano allo stesso modo. Sebbene la fisica sottostante sia la stessa, l'interfaccia meccanica per la commutazione varia in modo significativo tra le linee di prodotto:
CHIAVE
Magneti rotanti attivati da chiave
Il tipo più comune. Una chiave a T o esagonale viene inserita in una porta sulla parte superiore del magnete e ruotata di 180 gradi. Semplice, economico e altamente affidabile. Richiede all'operatore di portare con sé una chiave dedicata, che a volte è fissata al magnete stesso. Unità di produttori come Assfalg (Germania) e Fidbox (Italia) utilizzano questo meccanismo da oltre 20 anni.
LVR
Magneti attivati tramite leva
Un braccio di leva integrato ruota il magnete interno e contemporaneamente fornisce un vantaggio meccanico per sollevare il magnete dal letto durante il rilascio. Questo è il design dominante per le unità per carichi pesanti (2.000 N), dove altrimenti sarebbe poco pratico applicare la forza di rilascio manualmente. La leva funge anche da maniglia per il trasporto durante il riposizionamento.
AUTOMATICO
Magneti a rilascio automatico assistiti da solenoide
Utilizzato in caroselli prefabbricati completamente automatizzati e linee assistite da robot. Una piccola bobina del solenoide fornisce un breve impulso di flusso elettromagnetico opposto per superare l'attrito meccanico del rotore, consentendo a un robot o un attuatore di rilasciare il magnete senza l'utilizzo manuale della chiave. La forza di tenuta durante la fusione è fornita esclusivamente dal magnete permanente: l'elettricità viene utilizzata solo per l'impulso di commutazione.
SCATOLA
Scatola magnetica (magneti con cornice combinata)
Si tratta di gruppi magnetici per casseforme allungati con più poli magnetici lungo la loro lunghezza, progettati per sostenere lunghi binari per casseforme su campate di 600–1.500 mm. Più nuclei magnetici in un unico alloggiamento condividono un meccanismo di commutazione comune. Una singola azione della leva attiva tutti i poli contemporaneamente, mantenendo una forza di tenuta costante su tutta la lunghezza del profilo.
Parametri di progettazione chiave che determinano le prestazioni della funzionalità commutabile
La qualità della funzione commutabile in qualsiasi magnete otturatore dipende da diversi parametri tecnici. Comprenderli aiuta i produttori di prefabbricati a selezionare il prodotto giusto e a mantenerlo correttamente:
Grado del magnete interno
I gradi più elevati di NdFeB (N45, N50, N52) producono una maggiore densità di energia. Un magnete NdFeB di grado N52 ha un prodotto energetico massimo di circa 52 MGOe , rispetto a 42 MGOe per N42. Ciò si traduce direttamente in una forza di tenuta più elevata per unità di volume, consentendo alloggiamenti più compatti per una determinata forza nominale. Tuttavia, il grado N52 è più fragile e leggermente meno resistente alla corrosione e richiede una migliore progettazione della tenuta dell'alloggiamento.
Precisione del cuscinetto del rotore
Il magnete interno rotante deve girare dolcemente per garantire una commutazione affidabile. I cuscinetti usurati o corrosi aumentano la coppia di commutazione, rendendo più difficile per gli operatori attivare e rilasciare l'unità. I magneti per otturatori di qualità utilizzano cuscinetti sigillati in acciaio inossidabile con durate nominali spesso specificate in 100.000 cicli di commutazione . I cuscinetti con specifiche inferiori sono il punto più comune di guasto meccanico nei magneti per otturatori usati.
Materiale e geometria dell'alloggiamento
L'alloggiamento in acciaio a basso tenore di carbonio canalizza il flusso magnetico. Lo spessore della parete, la geometria e la precisione della faccia di contatto lavorata influiscono sull'efficienza con cui il flusso viene erogato alla superficie esterna. Le tolleranze di planarità della faccia di contatto sono generalmente specificate in 0,05 mm o migliore . Qualsiasi deformazione o vaiolatura dovuta a danni da impatto aumenta il traferro effettivo e riduce la forza di tenuta.
Flusso residuo in stato OFF
Un magnete otturatore ben progettato lascia pochissimo flusso superficiale residuo nello stato OFF, generalmente specificato come inferiore a 3–5% della forza nominale nello stato ON . Progettazioni inadeguate con componenti interni disallineati possono avere forze residue del 10-20%, rendendo difficile il riposizionamento e aumentando l'affaticamento dell'operatore durante i turni di produzione ad alto volume.
Coefficiente di temperatura di NdFeB
I magneti NdFeB perdono la forza di tenuta con la temperatura. Il coefficiente di temperatura tipico per NdFeB è di circa -0,12% per grado Celsius . Ad una temperatura del letto di colata di 60°C (comune durante la polimerizzazione accelerata con vapore o riscaldamento a infrarossi), un magnete valutato a 1.000 N a 20°C fornisce circa 952 n . I gradi NdFeB resistenti alle alte temperature (SH, UH, EH) hanno una migliore stabilità termica per gli ambienti di polimerizzazione a caldo.
Resistenza alle vibrazioni
Durante la compattazione del calcestruzzo il letto di getto vibra intensamente. Il magnete otturatore deve mantenere la sua presa senza che il rotore interno cambi posizione sotto vibrazione. I meccanismi di bloccaggio del rotore, piccoli fermi a sfera e molla che bloccano il rotore in entrambe le posizioni ON e OFF, sono essenziali. Senza un adeguato bloccaggio, le vibrazioni possono far ruotare parzialmente il rotore, riducendo in modo imprevedibile la forza di tenuta durante il getto.
Magneti per casseforme sotto vibrazione del calcestruzzo: cosa succede internamente
Uno dei test più critici nel mondo reale per la funzionalità commutabile di un magnete otturatore è la sua prestazione in condizioni di vibrazione del calcestruzzo. Gli impianti di prefabbricazione utilizzano vibratori interni, tavole vibranti esterne o sistemi combinati. Questi generano forze che possono momentaneamente superare il peso del calcestruzzo di fattori pari a da 3 a 10 volte , creando forti carichi di taglio e sollevamento sui profili delle casseforme - e quindi sui magneti che li trattengono.
Taglio e forza di trazione
I valori di forza di tenuta per i magneti di otturazione sono specificati come forza di trazione verticale, ovvero la forza richiesta per sollevare il magnete direttamente dalla superficie di acciaio. Tuttavia, le forze sperimentate durante la vibrazione sono principalmente forze di taglio (parallele alla superficie). La resistenza al taglio di un magnete otturatore è in genere solo 30–40% della sua forza di trazione nominale. Questo è il motivo per cui i profili per casseforme sono sempre progettati con i propri arresti meccanici o guide a intervalli, con magneti che forniscono un bloccaggio supplementare anziché il solo contenimento laterale.
Ad esempio, un magnete con resistenza alla trazione di 1.000 N ha una resistenza al taglio effettiva di circa 300–400N . Per un binario per casseforme lungo 3 metri, del peso di 15 kg e soggetto a un carico di vibrazione di 5 g, la forza d'inerzia laterale può raggiungere 750 n — che richiedono più magneti o arresti finali aggiuntivi per fornire un trattenuta sicura.
Come viene mantenuto lo stato ON durante la vibrazione
Nello stato ON, il rotore interno è bloccato in posizione sia dalla sua attrazione magnetica sul magnete fisso sia dal fermo meccanico. La forza autobloccante magnetica nella maggior parte dei magneti per otturazione ben progettati è parecchie volte maggiore di qualsiasi coppia indotta dalle vibrazioni sul rotore. I test sul campo condotti dal produttore di apparecchiature per la prefabbricazione EBAWE (Germania) hanno dimostrato che i magneti di otturatore correttamente funzionanti mantengono la loro forza di tenuta nominale durante i cicli standard di vibrazione del calcestruzzo senza spostamento del rotore. (Fonte: documentazione tecnica EBAWE Anlagentechnik, 2018)

Parametri di vibrazione nella produzione di prefabbricati
- Frequenza tavola vibrante: 50–200 Hz
- Ampiezza della vibrazione: 0,5–3,0 mm
- Accelerazione di picco: fino a 10 g in alcune applicazioni
- Durata della vibrazione per getto: 2–15 minuti
- Aumento della temperatura sulla superficie del letto durante la polimerizzazione: fino a 70°C con vapore
Magneti per casseforme rispetto ad altri metodi di fissaggio delle casseforme
Per apprezzare il valore della funzionalità commutabile, è utile confrontare direttamente i magneti di armatura con approcci alternativi di fissaggio delle casseforme nella produzione di prefabbricati:
| Method | Tempo di installazione | Richiede perforazione? | Riposizionabile? | Compatibile con l'automazione? | Elettricità necessaria? |
|---|---|---|---|---|---|
| Magnete otturatores | Veloce (secondi per unità) | No | Illimitato | Sì (con versioni a solenoide) | No (manuale) / Solo impulso (automatico) |
| Morsetti imbullonati | Lento (minuti per pinza) | Sì (fori filettati) | Limitato (schema fori fisso) | Difficile | No |
| Profili saldati | Molto lento | No (ma è necessaria la saldatura) | Non riutilizzabile | No | Sì (saldatura) |
| Mandrini elettromagnetici | Veloce | No | Illimitato | Sì | Sì (continuous) |
| Morsetti per vuoto | Medio | No | Sì | Limitato | Sì (continuous vacuum pump) |
Mantenere la funzione commutabile: guida pratica alla manutenzione
La caratteristica commutabile di un magnete otturatore dipende dalle condizioni meccaniche del rotore interno, dei cuscinetti e della superficie di contatto. Senza una manutenzione regolare, la forza di tenuta si riduce, la commutazione diventa rigida e la forza residua nello stato OFF aumenta, il che crea problemi di produzione e rischi per la sicurezza.
Ogni giorno
Pulisci la faccia di contatto
Pulisci la superficie di contatto inferiore di ogni magnete di otturazione con un panno pulito prima di ogni utilizzo. Residui di cemento, particelle di ruggine e olio creano un efficace traferro che può ridurre la forza di tenuta 20–40% . Anche 0,2 mm di contaminazione hanno effetti misurabili di riduzione della forza. Negli impianti ad alto volume, tra i cicli di colata vengono utilizzate stazioni automatizzate di pulizia dei magneti.
Settimanale
Controllare la coppia di commutazione
L'accensione e lo spegnimento di un magnete otturatore dovrebbe richiedere all'incirca la stessa coppia di una nuova unità, in genere 5–15 Nm a seconda del modello. Se la commutazione richiede uno sforzo notevolmente maggiore, è possibile che i cuscinetti del rotore si stiano corrodendo. Se è notevolmente più semplice, il meccanismo di bloccaggio potrebbe usurarsi, consentendo il movimento indesiderato del rotore sotto vibrazione.
Mensile
Misurare la forza di tenuta
Utilizzare un misuratore di forza di trazione per verificare che ciascun magnete di otturatore fornisca almeno 90% della sua forza nominale . Le unità che scendono al di sotto dell'85% della forza nominale devono essere segnalate per la manutenzione. Le misurazioni della forza devono essere effettuate su una piastra di riferimento in acciaio pulita e piatta, di almeno 10 mm di spessore. Un foglio di calcolo che tiene traccia dei valori della forza nel tempo fornisce un avviso tempestivo del graduale degrado del magnete.
Secondo necessità
Ispezionare la planarità della faccia di contatto
I danni da impatto derivanti dalla caduta della cassaforma o da errori di movimentazione possono ammaccare o deformare la superficie di contatto. Utilizzare un bordo dritto per verificare la planarità. Eventuali punti rialzati o depressioni visibili devono essere appiattiti con una lima o una smerigliatrice per superfici. La tolleranza per una planarità accettabile è tipicamente 0,1 mm over the full face . Le unità con danni alla facciata superiori a questo dovrebbero essere ritirate dal servizio e inviate per la sostituzione dell'alloggiamento.
Annuale
Smontaggio completo e sostituzione dei cuscinetti
Per il ciclismo dei magneti ad alto utilizzo 10 o più volte al giorno , la sostituzione annuale dei cuscinetti è consigliata dalla maggior parte dei produttori. Lo smontaggio consente inoltre l'ispezione del rotore NdFeB per verificare la presenza di scheggiature o crepe. I blocchi di NdFeB scheggiati dovrebbero essere sostituiti, non perché perdono immediatamente una significativa intensità di campo, ma perché i frammenti taglienti di NdFeB possono contaminare la miscela di calcestruzzo se la tenuta dell'alloggiamento è compromessa.
Stoccaggio
Conservare sempre nello stato OFF
I magneti di otturatore immagazzinati nello stato ON attirano i detriti metallici, che si accumulano sulla faccia di contatto e sono difficili da rimuovere. Ancora più importante, conservare grandi quantità di magneti accesi uno vicino all'altro può creare forze di accumulo che danneggiano gli alloggiamenti. Spegnere sempre su OFF prima di riporlo. La maggior parte dei produttori contrassegna chiaramente le posizioni ON e OFF sul buco della serratura, in genere con un punto verde per OFF e un punto rosso per ON.
Come selezionare il magnete per armatura giusto per la tua applicazione di prefabbricazione
Per scegliere il corretto valore nominale della forza del magnete di otturazione è necessario calcolare i carichi effettivi a cui il magnete deve resistere durante la produzione. Ecco un pratico processo di selezione utilizzato da esperti ingegneri della prefabbricazione:
- Calcolare il peso del profilo della cassaforma per metro (in kg/m), quindi moltiplicarlo per la lunghezza del profilo per ottenere il peso totale.
- Stimare la pressione idrostatica laterale del calcestruzzo fresco contro il profilo. Per calcestruzzo standard (densità ~2.400 kg/m³) con una profondità di getto di 200 mm, questo è di circa 0,47 kPa per metro di lunghezza del profilo .
- Applicare un fattore di amplificazione delle vibrazioni pari a 2–5x alla pressione del calcestruzzo, a seconda dell'intensità delle vibrazioni.
- Calcolare la capacità di forza di taglio richiesta, ricordando che la resistenza al taglio del magnete di otturatore è circa il 35% della sua forza di trazione nominale.
- Determinare il numero minimo di magneti richiesti e la loro spaziatura. La pratica del settore è quella di non utilizzare più i magneti per otturazioni spaziali 300–500 mm di distanza su binari per casseforme standard.
- Applicare un fattore di sicurezza di 1,5–2,0 a tutte le forze calcolate prima di selezionare la classificazione del magnete.
Per i produttori che costruiscono un nuovo impianto o che convertono da casseforme imbullonate, molti fornitori di magneti per casseforme offrono servizi di calcolo ingegneristico per specificare il prodotto corretto per ciascun tipo di profilo nel programma di produzione. Dato che il costo unitario di un magnete otturatore varia da $ 30 a $ 300 a seconda della forza nominale e delle caratteristiche, una specifica adeguata evita sia il sottoacquisto (detenzione inadeguata) che l'eccesso di acquisto (costi non necessari).
Tendenze nella tecnologia dei magneti per casseforme
Il mercato dei magneti per casseforme continua ad evolversi, spinto dalla spinta verso una produzione di prefabbricati completamente automatizzata, da tolleranze dimensionali più strette nei prefabbricati architettonici e dalle pressioni sulla sostenibilità per ridurre gli sprechi di materiale e il consumo di energia sulle linee di produzione di prefabbricati.
Magneti intelligenti con sensori integrati
Diversi produttori europei stanno sviluppando magneti di otturazione con sensori ad effetto Hall incorporati che monitorano continuamente lo stato ON/OFF e trasmettono lo stato in modalità wireless al MES (Manufacturing Execution System) dell'impianto. Ciò consente la conferma in tempo reale che ogni magnete in un layout di fusione è attivato prima dell'inizio della colata, eliminando il rischio di errori di produzione dovuti a un'attivazione dimenticata o fallita. Sono state segnalate installazioni pilota presso stabilimenti di prefabbricazione tedeschi e olandesi a partire dal 2023.
NdFeB di grado di temperatura più elevato
Poiché la polimerizzazione accelerata con vapore e infrarossi diventa sempre più comune per accelerare i cicli di produzione, è in aumento la domanda di magneti per otturazioni che utilizzano gradi NdFeB ad alta temperatura (SH, UH, EH). Questi gradi mantengono forza di tenuta nominale completa fino a 150–200°C rispetto al limite pratico di 80°C dei gradi N standard. Il sovrapprezzo è significativo – circa il 30–50% in più per unità – ma la stabilità della forza in ambienti caldi lo giustifica per linee di polimerizzazione ad alto rendimento.
Sistemi magnetici automatizzati pronti per i robot
Gli impianti di prefabbricazione guidati dall'industria 4.0 stanno adottando sistemi robotizzati di presa delle casseforme che raccolgono, posizionano e attivano i magneti per casseforme in modo autonomo. I sistemi di aziende come Progress Group (Italia/Austria) e Vollert (Germania) utilizzano magneti potenziati da solenoide integrati con effettori finali robotici. Il tempo di ciclo per il posizionamento e l'attivazione di un singolo magnete di otturazione con un robot è pari a 3–8 secondi , contro i 15-30 secondi di un operatore manuale esperto. (Fonte: documentazione del prodotto Progress Group, 2022)
Miglioramento del riciclaggio e della sostenibilità di NdFeB
I magneti NdFeB contengono elementi di terre rare (neodimio, disprosio), la cui estrazione è ad alta intensità ambientale. I principali produttori stanno progettando sempre più magneti di otturazione con moduli centrali NdFeB sostituibili per massimizzare la durata dell'alloggiamento in acciaio e stanno collaborando con riciclatori di terre rare per stabilire programmi di recupero a circuito chiuso. Il Critical Raw Materials Act (2023) della Commissione Europea ha aumentato la pressione sui produttori affinché documentino l’approvvigionamento delle terre rare e stabiliscano percorsi di recupero a fine vita.
Domande frequenti: funzione commutabile con magnete di otturatore
Le seguenti domande risolvono i punti di confusione più comuni su come commutano i magneti di otturatore, su come mantenere il meccanismo di commutazione e su come risolvere i problemi comuni.
Perché un magnete otturatore non ha bisogno dell'elettricità per mantenere la presa?
La forza di tenuta proviene interamente dai magneti permanenti NdFeB, che mantengono il loro campo magnetico indefinitamente senza alcuna alimentazione. L’elettricità non è necessaria affinché il magnete rimanga nello stato ON perché i magneti permanenti non consumano energia per mantenere il loro campo: la generano dall’allineamento a livello quantico degli spin degli elettroni nella struttura cristallina del neodimio ferro boro. Questa è una differenza fondamentale rispetto agli elettromagneti, che richiedono corrente continua per sostenere un campo magnetico e perdono immediatamente la presa se viene a mancare l'alimentazione.
Cosa succede se un magnete di otturatore viene accidentalmente spento durante il getto di calcestruzzo?
Se durante il getto un magnete per casseforme viene involontariamente disattivato, il profilo della cassaforma da esso trattenuto può spostarsi sotto la pressione idrostatica dal calcestruzzo fresco. Ciò provoca un difetto geometrico nell'elemento finito, in genere un'apertura spostata, una rivelazione disallineata o una variazione dello spessore della parete. A seconda della gravità, ciò potrebbe rendere l'elemento prefabbricato non conforme. In pratica, la disattivazione accidentale è rara perché la chiave o la leva devono essere inserite e ruotate fisicamente: non può avvenire solo tramite vibrazione se il meccanismo di arresto funziona correttamente.
I magneti di otturatore possono essere utilizzati su piani di colata non ferromagnetici?
No. I magneti per otturatori funzionano solo su superfici in acciaio ferromagnetico. Non possono fare presa su letti compositi in alluminio, acciaio inossidabile (quali austenitici), cemento o FRP. Alcuni stabilimenti utilizzano una piastra di rivestimento in acciaio ferromagnetico su letti altrimenti non magnetici appositamente per consentire l'uso di magneti di otturatore. Se un magnete otturatore viene posizionato su una superficie non ferromagnetica, poggerà solo con il suo peso fornendo resistenza al movimento: la funzione commutabile non produce alcuna presa significativa su materiali non magnetici.
Come faccio a sapere se un magnete di otturatore ha perso una forza di tenuta significativa?
Il metodo più affidabile è la misurazione diretta della forza utilizzando un misuratore di forza di trazione calibrato su una piastra di riferimento in acciaio pulita. Un magnete che eroga meno dell'85% della sua forza nominale deve essere sottoposto a manutenzione. Sul campo, un indicatore approssimativo è verificare se il magnete trattiene saldamente con la mano un profilo per cassaforma in acciaio, ma questo non sostituisce la misurazione. I magneti NdFeB si smagnetizzare molto lentamente in condizioni normali, ma possono subire un'improvvisa smagnetizzazione parziale a causa di shock fisico (caduta), temperatura eccessiva (superiore alla temperatura Curie nominale del magnete) o esposizione prolungata a forti campi magnetici opposti.
Qual è la vita utile tipica di un magnete otturatore?
Il materiale magnetico NdFeB all'interno di un magnete otturatore ha una durata sostanzialmente illimitata in condizioni operative normali: non si smagnetizza nel tempo. Il fattore limitante è meccanico: i cuscinetti del rotore, il meccanismo di bloccaggio e l'integrità dell'alloggiamento. Con una corretta manutenzione, un magnete per otturatore di qualità può fornire risultati 10-15 anni di servizio in un affollato stabilimento di prefabbricazione. Molti produttori vendono componenti interni sostitutivi, consentendo di rinnovare l'alloggiamento a tempo indeterminato.
La forza di commutazione (coppia per ruotare la chiave) è la stessa nelle posizioni ON e OFF?
Non sempre. Nello stato ON, il rotore è tenuto in posizione dall'attrazione magnetica tra i magneti allineati e dal fermo. Per iniziare a ruotarlo, l'operatore deve superare sia la forza di ripristino magnetica che il fermo, motivo per cui il passaggio da ON a OFF richiede uno sforzo iniziale leggermente maggiore rispetto al passaggio da OFF a ON. In un'unità ben mantenuta, questa differenza è modesta. Man mano che i cuscinetti si usurano, la differenza diventa più pronunciata e la coppia di commutazione complessiva aumenta. Una coppia di commutazione elevata è uno dei primi segnali di avvertimento di un magnete che necessita di assistenza sui cuscinetti.
Lo stesso magnete per otturazione può essere utilizzato ripetutamente su progetti diversi?
Sì — this is one of the core advantages of the switchable design. Because shuttering magnets leave no marks, holes, or residue on the steel casting bed (assuming normal use), they can be repositioned and reused across thousands of production cycles and across completely different product types. A single set of shuttering magnets purchased for a wall panel project can be reassigned to staircase or balcony production when product requirements change. This flexibility is a major driver of adoption in plants producing a varied product mix rather than a single standard element type.
Qual è la differenza tra un magnete di chiusura e un magnete di sollevamento?
Entrambi sono dispositivi a magneti permanenti commutabili che utilizzano una fisica interna simile, ma sono progettati per applicazioni diverse. I magneti di sollevamento sono progettati per sollevare oggetti in acciaio dall'alto: hanno superfici di contatto più grandi, valori di forza più elevati per le loro dimensioni e sono progettati per carichi verticali intermittenti. I magneti per casseforme sono progettati per il bloccaggio orizzontale su un letto piatto in acciaio, con un profilo inferiore per adattarsi alla profondità di getto dei gruppi di casseforme. I magneti di sollevamento in genere non sono adatti all'ambiente vibrante di un letto di colata e i magneti per casseratura non dovrebbero mai essere utilizzati per il sollevamento sopraelevato di elementi in acciaio.
I magneti di armatura influiscono sulla miscela di calcestruzzo o sulle armature all'interno dell'elemento?
Il campo magnetico di un magnete otturatore diminuisce rapidamente con la distanza, seguendo una legge del quadrato inverso nel campo lontano. A distanza di 50 mm dalla faccia del magnete, il campo di un tipico magnete otturatore da 1.000 N è sceso a una piccola frazione del suo valore superficiale. Ciò non è sufficiente per deviare in modo significativo l'armatura o influenzare la chimica della miscela del calcestruzzo. L'acciaio di rinforzo all'interno dell'elemento non viene magnetizzato a un livello praticamente significativo mediante il normale utilizzo del magnete per otturatore. Tuttavia, gli operatori dovrebbero evitare di posizionare strumenti di misura elettronici o apparecchiature sensibili direttamente adiacenti ai magneti attivati.
Quanti magneti per casseforme richiede un tipico pannello prefabbricato?
Il numero dipende dalla dimensione dei pannelli, dal peso e dall'altezza del profilo della cassaforma, dalla profondità di getto e dalla consistenza del calcestruzzo. Come linea guida approssimativa del settore, in genere vengono utilizzati binari per casseforme standard per un segmento di pannello a parete di 3 metri 6–12 magneti per otturatore per metro lineare di profilo , distanziati di 250–400 mm l'uno dall'altro. Un pannello da parete di 6x3 m con quattro binari per casseforme richiederebbe quindi circa 72–120 magneti totale. Questo numero si riduce quando il carico viene condiviso da finecorsa meccanici, connettori angolari o sistemi di casseratura appositamente progettati.







